Zakrivené profilové potrubie je široko používané v stavebníctve rôzne prevedenia. Ohýbaný profil dáva streche aerodynamický tvar, je esteticky atraktívny pri konštrukcii oblúkových konštrukcií, otvorov a odoláva vážnemu dynamickému zaťaženiu. Kúpiť profil požadovaného priemeru nie je problém. Rovnej kovovej profilovej rúre nie je možné dať požadovaný ohyb bez použitia špeciálneho zariadenia.
Profil môžete ohýbať ručne pomocou plynový horák a použitie fyzickej sily. Ale aj na takú jednoduchú operáciu je potrebné potrubie pevne upevniť, vybrať bezpečné miesto na ohrev a prispôsobiť páky pôsobeniu sily. Ešte ťažšie je vyrobiť niekoľko symetricky zakrivených profilov.
Tento problém sa rieši pomocou špeciálnej techniky - valcovania profilové potrubie.
Na stavbu kovové konštrukcie použite špeciálne rúry so štvorcom resp obdĺžnikový rez, ktoré majú zvýšenú pevnosť na statické zaťaženie. Dávať tieto potrubia ohyby požadovaný formulár pomocou špeciálneho stroja sa nazýva valcovanie. Samotný stroj sa nazýva valce (valec, ohýbačka rúr).

Keď hovoríme o valcovaní potrubia priemyselnom meradle, tento výraz znamená operáciu na výrobu profilovej rúry. Polotovar na získanie profilu je okrúhla zváraná rúrka, ktorá sa valcovaním na valčekoch premení na rúrku so štvorcovým alebo obdĺžnikovým prierezom.
Valcovanie vo výrobe pozostáva z nasledujúcich operácií:
- Získanie rúry s kruhovým prierezom z plochého valcovaného kovu - plech sa zvinie a spojovací šev sa zvarí.
- Okrúhla rúrka sa ťahá cez valec, deformuje sa a dáva mu časť danej veľkosti
- Vykonajte kontrolu kvality spojovacieho švu získaného profilu.
- Dodatočné valcovanie uvoľňuje zvyškové napätie kovu po deformácii.
Poznámka! Pojem „valcovanie“ má v priemyselnom meradle širší význam ako len radiálna zmena tvaru rúry.
Výrobný valec alebo ohýbačka rúr je stroj pozostávajúci z 3 alebo piatich kovových valcov, ktoré sú spojené do jedného mechanizmu pomocou hnacej reťaze. Takýto stroj sa používa v potrubnom priemysle, predovšetkým na výrobu samotného profilu.
Kedysi sa pracovalo s valcami tzv kovové polotovary, predstavujú špeciálnu triedu automatov, cez ktoré sa dostanete ohýbané profily akýkoľvek stupeň zložitosti.
Hlavnou funkčnou jednotkou takéhoto mechanizmu sú valce vyrobené vo forme rotujúcich valcov, v intervale, medzi ktorým sa vytvára počiatočný rúrkový predvalok. o rôzne modely valčeky, počet takýchto valcov môže byť odlišný (zvyčajne sú inštalované od 3 do 5 kusov).
Typy valčekových mechanizmov
Je známych niekoľko modelov mechanizmov tejto triedy, ktoré sa líšia typom pohonu aj výkonnostnými charakteristikami. Ide o nasledujúce zariadenia:
- ručné valčeky;
- elektrické valce;
- valčekové mechanizmy vybavené hydraulickým pohonom.

Ručné valčeky pre profilovú rúrku pre domácich majstrov sú pohodlné, praktické na použitie a majú relatívne malá veľkosť. Dobrý majiteľ, ktorý sa rozhodne pre kúpu tohto nástroja, s najväčšou pravdepodobnosťou nebude mať problémy s jeho inštaláciou alebo údržbou. Rolky sa zvyčajne skladajú z nasledujúcich častí:
- Masívna základňa (posteľ).
- Podávacie a navíjacie valce sú navzájom spojené pomocou reťazového prevodu.
- Sada špeciálnych svoriek.
Ručný prípravok je vybavený špeciálnou rúrou, ktorá slúži ako vedenie pre ohýbaný obrobok. Osoba manipulujúca s takýmto mechanizmom musí mať „pozoruhodnú“ fyzickú silu. To je dôvod, prečo sú tieto stroje najvhodnejšie pre malé rúrkové výrobky vyrábané v minimálnych množstvách.

Elektrické analógy majú výrazne vyššiu produktivitu, pretože pohon, ktorý ťahá potrubie cez valčeky, je poháňaný elektromotorom. Efektívnosť automatického preťahovania sa výrazne zlepšuje, takže takéto zariadenia sa veľmi často používajú vo výrobe orientovanej na výrobu veľké množstvá Produkty.
Pokiaľ ide o mechanizmy s hydraulickým pohonom, líšia sa od všetkých vyššie uvedených zariadení so zvýšeným výkonom a možno ich klasifikovať ako kapitálové priemyselné zariadenia.
Domáce valčeky

V prípade, že sa rozhodnete urobiť nezávis opravárenské práce- bez takzvaného "ohýbača rúrok" pravdepodobne nebudete môcť robiť. Toto tvrdenie platí hlavne pre tie prevádzky v domácnosti, ktoré priamo súvisia s použitím ohýbaných profilov rúr.
Vlastná montáž valčekov je v zásade možná; a tu hlavnou vecou je dodržiavať určité pokyny. Okrem toho samotný postup inštalácie mechanizmov bude vyžadovať, aby umelec mal určité zručnosti pri vykonávaní mechanická práca a nie všetci začiatočníci to zvládnu.
Pred začatím montážnych postupov by ste si mali pripraviť všetky komponenty, ktoré sa dajú použiť ako rôzne náhradné diely, ktoré sú vždy dostupné takmer u každého starostlivého majiteľa.
Montážny poriadok

objednať fázová montáž tento mechanizmus domácnosti vyzerá asi takto:
- Najprv sa zostaví základňa (rám), na inštaláciu ktorej môžete použiť rúrkový rám alebo kanál vhodnej veľkosti.
- Vertikálna podpera je vyrobená z rámu s konvenčným profilom v tvare U, v hornej otvorenej časti, v ktorej je inštalovaný deformačný prvok valčekového mechanizmu. Treba poznamenať, že na jeho upevnenie budete potrebovať špeciálnu svorku vybavenú vhodným závitom. Pri tomto spôsobe montáže vertikálnej podpery je jej spodná časť upevnená priamo pod posteľou; v tomto prípade je deformačná sila získaná v dôsledku smerovaného tlaku na podávacie valce umiestnené na okrajoch.
- Na implementáciu valčekového podávacieho mechanizmu pre profilové rúry pre domácich majstrov budete potrebovať špeciálnu prevodovú reťaz (jeho úlohu môže hrať stará reťaz z bicykla). Ak máte to druhé, budete musieť zo starých bicyklov vybrať dve ozubené kolesá a pripevniť ich na prívodný a hnaný hriadeľ. Po inštalácii reťaze na ozubené kolesá by mala byť správne napnutá a potom (po kontrole ľahkého pohybu) pristúpiť k inštalácii rukoväte podávača.
- Ako materiál na výrobu samotných valčekov vám odporúčame použiť obyčajnú kalenú oceľ.

Hotový valčekový mechanizmus by mal byť vybavený takzvaným radiálnym nastavením, pomocou ktorého môžete meniť medzeru medzi pracovnými valcami. Okrem toho nebolo zlé zabezpečiť možnosť uhlového (axiálneho) nastavenia.
Video
Tajomstvo práce pomocou valčekového mechanizmu:
Ohnúť sa kovové rúry pod pravý uhol alebo pozdĺž daného obrysu, najlepšie bez straty pevnostných vlastností a vnútorných pracovných úsekov, je potrebné pomerne často. V potrubných systémoch - skvelá príležitosť robiť bez zbytočných spojovacích častí, v konštrukčných konštrukciách vyrobených z profilových rúr - určitá sloboda dizajnu a dizajnových nápadov.
Túto sekciu sme zaviedli zámerne, aby sme ochladili prirodzenú chuť našich spoluobčanov robiť všetko vlastnými rukami: ručnú mechanickú alebo hydraulickú ohýbačku rúrok, valčeky na to z náhodných kovových rúr a poškodený kovový vývalok - zábava, Samozrejme, hodné pre skutočného muža, ale je jednoduchšie hľadať hotové profilové produkty, ktoré je potrebné len uviesť do stavu.

Pre ľudí, ktorí majú ďaleko od takýchto čisto svetských tém, vysvetlím:
Ohýbačka rúr je mechanické zariadenie, ktoré dokáže ohýbať rúry akejkoľvek veľkosti a konfigurácie. Existujú iba tri priemyselné možnosti pre typ pohonu:
- manuál: najjednoduchší z hľadiska princípu fungovania a komplexný v procese prevádzky; šablónu konečného vychýlenia potrubia je možné zmeniť, ale fyzické úsilie na vykonanie tvarovej práce zostáva rovnako veľké;
- hydraulický: variant poloprofesionálnej ohýbačky rúr s valcami z legovanej ocele, ktorá umožňuje valcovať profily rúr až do 80 mm bez straty pevnostných vlastností rúry, drvenia a naťahovania pracovnej časti;
- elektromechanická: priemyselná výroba obrábacích strojov, ktorá vyrába väčšinu hotových konštrukcií z valcovaných rúrových výrobkov.
Valce na ohýbanie rúrok sú jednoducho dva hriadele vyrobené z vysokopevnostného materiálu, ktoré sú okrúhleho prierezu, medzi ktorými sa „valcuje“ spracovávaný materiál (v našom prípade obyčajná oceľová rúra), pričom má daný tvar.

Urob si sám ohýbačku rúrok alebo si kúp hotový
Otázka je zábavná, pretože sa absolútne dotýka dvoch rôznych oblastiach: finančné a psychologické. Pre mnohých našich krajanov je jednoduchšie kúpiť si hotovú ohýbačku rúrok, netrpieť výpočtom valčekov a zaťažení, ale jednoducho prijať pokyny a rýchlo ohýbať všetky rúry, ktoré sú k dispozícii v prímestskej oblasti.
Najdôležitejšou otázkou, ktorá vždy vyvstáva pri kúpe drahého zariadenia, je cena. Pre referenciu vás budeme informovať: vysokokvalitná hydraulická ohýbačka rúr tr stojí v rozmedzí 22 - 35 tisíc rubľov. Možno celá vaša konštrukcia, postavená z ohýbaných profilových rúrok (strieška, garáž, letná kuchyňa) sú lacnejšie. Ručná ohýbačka rúr so šiestimi ohybovými profilmi a zdvihákom bude stáť 9 500 - 12 000 rubľov.
Súhlaste, ak neplánujete vybudovať všetky svoje pozemky s prelamovanými skleníkmi a altánkami zložitých architektonických foriem, potom sú takéto náklady na vybavenie zjavne zbytočné. Začína fungovať naša prirodzená inteligencia a v dôsledku toho tradičná ruská odpoveď: urobíme si to sami.

Ako vyrobiť ohýbačku rúrok pre profilovú rúru vlastnými rukami
Samostatne sme zvažovali celý rad profilových oceľových rúr, ich konštrukčné výhody a rozsah použitia. Teraz sa ich pokúsime ohnúť vlastnými rukami pozdĺž daného polomeru konečného produktu.
Je veľmi dôležité vyhnúť sa nasledujúcim technickým poruchám:
- praskanie; taký kovový profil treba vyhodiť;
- stlačenie alebo napätie povrchov v miestach potenciálneho zaťaženia konštrukčného prvku;
- deformácia pôvodného profilu, čo vedie k porušeniu odolnosti kovu (korózna a mechanická) v ohybových jednotkách a prasknutiu nosnej konštrukcie.
Ak ste pripravení vyrobiť jednotku a valčeky na takúto prácu vlastnými rukami, česť a chvála vám patrí. Najjednoduchšia remeselná ohýbačka rúr s elektrickými valcovacími valcami (vhodný je akýkoľvek elektromotor s prevodovkou) a upínacím zariadením z obyčajného oceľové potrubie. Je namontovaný na bežnom automobilovom zdviháku a podľa recenzií poskytuje vysoko kvalitné klenuté produkty.
Oceňujeme technické poznatky našich „kulibínov“, ale odporúčame kúpiť hotový valcovaný kov akejkoľvek konfigurácie alebo vyrobiť na zákazku podľa vašich nákresov a predstáv, bez toho, aby ste si zvlášť zaťažovali ruky a hlavu.

Vznik bunkového polykarbonátu na výrobu skleníkov určil nový typ stavby chránených pozemných stavieb - oblúkové konštrukcie. Na vytvorenie kovového rámu pre takéto budovy musíte mať stroj schopný ohýbať konštrukčné profily pozdĺž určitej krivky. Domáce valčeky pre profilové potrubie sú navrhnuté tak, aby pomohli pri výrobe oblúkov pozdĺž daného polomeru.
Technologický proces profilovanie dlhých obrobkov je založené na ťahaní dielu cez valce umiestnené v určitej vzdialenosti od seba. Aby sa dal ohyb v jednom alebo druhom smere, prechod dĺžkového merača sa neuskutočňuje v priamom smere, jeden alebo dva valčeky sú posunuté.
stroj na valcovanie rúr
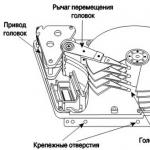
Pri valcovaní dlhých rúr na stroji sa posúva stred pohybu. Vďaka tomuto posunu medzi valcami sa vytvorí krivka. Jeden valec tlačí zvnútra radiálneho obrysu a ďalšie dva tvoria vonkajší obrys budúceho produktu.
Výkres ohýbačky rúr na ťahanie profilových rúr. Všetky rozmery dielov potrebných na výrobu sú uvedené:
Konštrukčne sa takéto zariadenie vykonáva na pevnej podložke vyrobenej z kanála. Spodné valčeky sú umiestnené v ložiskách. Väčšinou sa vzdialenosť medzi nimi nemení (existujú varianty stroja, kde zmenou umiestnenia spodných valcov vzniká iný polomer valcovania).
Na vrchu je horný valec. Dá sa posúvať na výšku. Pohybom nosnej časti smerom nadol po závite je možné vyvinúť značné sily. Počas valcovania budú pôsobiť na potrubie.
Na vykonanie valcovania je potrebné vyvinúť dodatočné ťahové sily v pozdĺžnom smere. Na tento účel je nainštalovaná rukoväť. Jeho otáčaním môžete urobiť pohyb potrubia jedným alebo druhým smerom.
Pre vlastná výroba môžete ísť inou cestou. Z plechu s hrúbkou 2 ... 4 mm sú steny zariadenia vyrezané, kde sú inštalované valčeky.
Zjednodušený dizajn ohýbačky rúr:

Najťažšie je vyrobiť bočné steny, vo vnútri ktorých sa nachádzajú:
- Nosné hriadele - 2 ks.
- Prítlačný valec umiestnený na príslušnom zariadení.
- Rukoväť, ktorá umožňuje rolovanie profilovej rúry.
Priemyselné stroje sa vyrábajú s ručným resp elektrický pohon. Pri výrobe elektrifikovaného stroja je nevyhnutne zabezpečená možnosť spätného chodu. Potom môžete rolovať a prinútiť dlhú dĺžku pohybovať sa v oboch smeroch.
Výroba ohýbačky rúr vlastnými rukami
Najjednoduchšia ohýbačka rúr pomerne ľahko vyrobiteľné. Je potrebné zakúpiť:
- ložiská č. 206;
- ložiskové puzdrá;
- hriadele Ø 35 mm z kalenej ocele HRC 40…45 (vhodné pre vnútorná veľkosť ložiská);
- ozubené kolesá bicykla s rovnakým priemerom;
- pedál na bicykli;
- vodiaca skrutka s maticou;
- kanál č. 8;
- kanál č. 6;
- skrutky M8 s maticami;
- pás 40 mm, hrúbka 4 mm.
Na výrobu je potrebné použiť:
- Elektrická vŕtačka.
- Súbor.
- Uhlová brúska s reznými a čistiacimi kotúčmi.
- Zváračka.
- Sada kľúčov.
Strojová výroba krok za krokom
Po príprave sady komponentov pokračujte vo výrobe.
Všeobecná forma stroj. Inštaluje sa na lištu 100 50 mm.

Všetky detaily sú umiestnené na viditeľnom mieste. Predbežne sa kontroluje výkon ložísk a vodiacej skrutky.

Z kanálov sú vyrezané polotovary. Z nich je zváraný vertikálny stojan, inštalovaný kolmo na nosný kanál.

Je vyvŕtaný otvor pre vodiacu skrutku. K nemu je privarená matica. Potom zaskrutkujte skrutku. Na vrchu je privarený priečny nosník, bude potrebné posunúť skrutku pozdĺž závitu.

Ložiská sa pohybujú pozdĺž nosného kanála. Sú predinštalované v puzdrách. Vo vnútri sú vložené hriadele. Reťazové kolesá sú privarené k jednému z koncov.

Pedál bicykla je privarený k jednému nosnému hriadeľu. Otáčaním v jednom alebo druhom smere môžete priviesť potrubie správnym smerom.

Po vytvorení upínacieho mechanizmu sa skontroluje umiestnenie všetkých prvkov. Pokúšajú sa ich nainštalovať podľa skôr uvedeného výkresu.

Po nainštalovaní dielov na miesto sú zvarené. Teraz je čas skontrolovať funkčnosť zariadenia.

Položia rúrku a zrolujú ju v oboch smeroch. Zhora stále nie je žiadny tlak, kontroluje sa, ako ľahko sa potrubie pohybuje.

Otáčaním skrutky stlačte prítlačný valec nadol, zatlačte potrubie. Po premiestnení prítlačného valca sa rúrka valcuje. Po každom prechode sa valec posunie nadol. Pravidelne vyberajte časť a porovnávajte ju so šablónou.

Po vytvorení stroja môžete začať vyrábať skleníky a skleníky, ktoré sú založené na profilových rúrach. Ukážky sú uvedené nižšie a informácie o tom, ako vytvoriť takéto štruktúry.
Video: domáca ohýbačka rúrok pre profilovú rúru.
Oblúky pre skleníky a skleníky
Odlišné typy skleníky sa používajú v praxi záhradníkov
Kovový rám skleníka 3 4 m:

Najčastejšie sa vyberajú trojmetrové oblúky. Z koncov vytvorte vchod. Okrem toho je nainštalované okno, ktoré sa dá otvoriť ponechaním zatvorených dverí. Používajú sa profilové rúry 20 20 a 25 25 mm.
Zosilnený oblúk klenutého skleníka:

V zimné obdobie zaťaženie môže dosiahnuť viac ako 200 kg/m². Preto je k vonkajšiemu obrysu privarený zakrivený oblúk vo vnútri. Okrem toho sa varia radiálne väzby. Teraz funguje tuhší okruh, ktorý vydrží vysoké zaťaženie.
Skleníkový stacionárny "Butterfly":

Malé skleníkové konštrukcie môžu byť stacionárne a prenosné. Sú pohodlné, pretože pri práci s pestovanými rastlinami nemusíte chodiť dovnútra. Na získanie prístupu stačí otvoriť dvere. Skleníky sa nazývajú „motýľ“, keďže sa otvárajú v oboch smeroch. Z konca vyzerajú vyvýšené dvere ako motýlie krídla.
Skleník "Khlebnitsa":

Na lôžkach na jar a jesenné obdobia nainštalujte prenosné skleníky "Khlebnitsa". V tomto prevedení sa dvierka otvárajú rovnakým spôsobom, ako je tento problém vyriešený v chlebníkoch. Vstane a ide ďalej zadná stena. Takéto zariadenia sú medzi pestovateľmi zeleniny v závideniahodnom dopyte.
Skleníkové "kvapôčky":

Túžba znížiť zaťaženie snehom a vytvoriť odolný kovový rám povzbudzuje dizajnérov, aby vytvorili skleníky, ktoré vyzerajú ako kvapka. Tvoriace čiary stien sú postavené podľa zložitých kriviek. Vrch je špicatý, sneh sa valí dolu bez toho, aby sa zdržiaval na povrchu.
Dokovacie poloblúky v skleníku "Kapelka":

Vnútri sú poloblúky spojené v strede rámu. Takéto riešenie uľahčuje výrobu a dodávku produktov na miesto záhradníka. Zostáva vyrobiť polovice a zostaviť ich na mieste.
Pri konštrukcii skleníkov sa dizajnéri spoliehajú na dĺžku valcovaných výrobkov, ako aj na valce z polykarbonátu. Štandardná dĺžka profilových rúr je 6 m. Môžu byť ohýbané rôzne cesty. Podmienkou však zostáva, že medzi koncami rúr by mala byť vzdialenosť 3 m.
Výkres radiálneho oblúka pre skleník z profilovej rúry 20 20 mm. Dvere:

Najbežnejší dizajn sa vykonáva pozdĺž polomeru 1500 mm ( vonkajší profil). V ňom je v strede konštrukcie dosiahnutá výška 2115 mm. Po stranách tvoriacej čiary oblúka sú vytvorené zvislé rezy, ich dĺžka je 615 mm. Používatelia budú vchádzať cez dvere široké 780 mm. Výška otvoru 1830 mm je dostatočná na prechod osôb priemernej výšky.
Prax ukazuje, že takýto skleník je vo väčšine oblastí žiadaný. Vnútri je dostatok miesta na umiestnenie postelí a priechodov.
Oblúk pre jalovicu šírky 2800 mm:

Niektorí ľudia radi používajú skleník, ktorý má o niečo menšiu šírku (2800 mm). V ňom je výška v stredovej časti o niečo vyššia, je 2195 mm. Tu majú zvislé časti pozdĺž okrajov výšku 795 mm. Polomer krivky je 1400 mm ( vonkajší rozmer).
Upúta veľká výška (2085 mm) a šírka (800 mm) dverí. Dokonca aj vysokí používatelia budú môcť voľne prejsť bez toho, aby sa pri vstupe zohýbali.
Pre skleník s dĺžkou 6 m potrebujete:
- 7 oblúkov, sú umiestnené vo vzdialenosti 1 m od seba;
- na výrobu koncových prvkov je potrebných 33,3 m;
- pozdĺžne prvky medzi oblúkmi bude celkom 42 m;
- na výrobu kovového rámu bude potrebných 20 profilových rúr (6 m). Výpočet bol urobený pre profilovú rúru 20 20 mm s hrúbkou steny 1,5 mm. Celková hmotnosť je 99 kg.
Oblúk pre skleník typu "Pavilón":

Pri výrobe konštrukcie typu Pavilion sa vytvorí zosilnený oblúk. Vzdialenosť medzi vertikálnymi podperami bude 5400 mm. Používajú sa profilové rúry 40 60 mm (stena 2 mm). Ako podpery sa používajú rúry 40 40 mm (môžete tiež väčšia veľkosť pri výrobe prístreškov pre autá).
Posilnenie je potrebné, aby takýto oblúk vydržal v zime snehovú záťaž rovnajúcu sa 200 ... 220 kg / m². Sú umiestnené vo vzdialenosti 1 m a zakryté komôrkový polykarbonát Hrúbka 6 ... 8 mm. Pre zimné skleníky použite polykarbonát s hrúbkou 10 mm.
Nákres malého skleníka na chlieb:

Pomocou stroja na valcovanie profilových rúr si môžete vyrobiť a objednať širokú škálu oblúkov pre skleníky a skleníky.
Z tohto článku sa dozviete, ako zostaviť stroj na ohýbanie rúrok sami. V článku nájdete aj informácie o tom, ako vyrobiť ohýbačku rúrok vlastnými rukami, videá a kresby s komentármi k montáži a používaniu stroja. Budeme hovoriť o nuansách inštalácie a zdieľaní tajomstiev.
Stroje na ohýbanie rúr sú potrebné nielen v profesionálnom, ale aj domáca úloha. Obzvlášť dôležité sú ohyby rúr pozdĺž veľkého polomeru - používajú sa na výrobu rebier rámov skleníkov, prístreškov, skleníkov. O tom, ako robiť jednoduché stroje na ohýbanie rúrok sa budeme zaoberať v tomto článku.
Aký je rozdiel medzi ohýbaním kruhových a profilových rúr
Rúry rovné a okrúhly rez spočiatku majú iný účel - okrúhle na vodovodné (niekedy stĺpy), rovné na rám. Preto majú rôzne požiadavky na tesnosť a bezpečnosť steny - okrúhle potrubie vlastnosti by si mali čo najviac zachovať. V tomto ohľade majú prítlačné kolesá a tŕne vždy drážku pre určitý priemer. Kolesá a vreteníky pre profilové potrubie majú buď obdĺžnikový žľab, alebo dokonca „zub“ po celom obvode. Drví stenu rúry smerom dovnútra a tým zachováva rozmery úseku. To je dôležité, pretože rovný profil je ohnutý pod malým polomerom, hlavne s cieľom získať dekoratívne prvky takzvané „kovanie za studena“.
Urobte si svojpomocne ohýbačka profilových rúr na valcoch
Domov domáca verzia tohto stroja je schematicky prevzatý z továrenských modelov. Dizajn je čo najjednoduchší a v silách začínajúceho majstra. Podľa princípu činnosti sú valcové stroje rozdelené do dvoch hlavných typov - s prítlačnými valcami a so zdvíhacou plošinou (plošinami). Zároveň je hlavný dizajn prakticky rovnaký, rozdiel je len v tom, ktorý prvok nastaví polomer oblúka. zvážime jednoduchý dizajn so zdvíhacou plošinou.
 1, 3 - kanál; 2 - stojany; 4 - valčeky; 5 - slučka; 6 - zdvihák
1, 3 - kanál; 2 - stojany; 4 - valčeky; 5 - slučka; 6 - zdvihák
Na vytvorenie stroja budete potrebovať tri páry ložísk s priemerom otvoru najmenej 30 mm - to bude základ valčekov. Aj samotné hriadele by im mali byť prispôsobené tak, aby sedeli v ložiskách (šrot, kruh, továrenské hriadele, časti automobilových motorov). Zvyšok materiálu - žľab, oceľový plech 10 mm, uholník - je možné meniť v závislosti od dostupných zásob.
Ukončenie práce:
- Vezmite pevný základ napríklad hrubostenný žľab 100-150 mm dlhý 800 mm.
- Z toho istého kanála musíte vytvoriť plošiny - dva kusy po 300 mm.
- Vo vzdialenosti 500 mm od jednej zo strán vertikálne zvaríme stredový stĺpik vysoký 350 mm štvorcové potrubie alebo dvojkanál.
- Zhora k nej privaríme pevnú plošinu a zadný nosič striktne vodorovne.
- Steny staviame z profilovej rúry do výšky 120 mm. Výška musí byť dodržaná tak, aby rozmer na výkrese nebol menší ako maximálna hrúbka ohýbanej rúry.
- Ak chcete vytvoriť pohyblivú platformu, musíte vytvoriť slučku. Vyberieme potrubie a „prst“ tak, aby vstúpil bez vôle. Rúru narežeme na šírku kanála a rozdelíme na tri časti. Dve krajné privaríme k rámu a tretí (stredný) - k 300 mm kanálovej časti. Zapojenie namontujeme "na prst".
- K obom častiam plošiny 50 mm od okraja privaríme ložiská na oboch stranách, ako aj na predĺžených stenách. Vystužte rohy.
Pozor! Sledujte zarovnanie ložísk - nesprávne vyrovnanie vám neumožní namontovať hriadeľ.
- Valčeky inštalujeme do ložísk. Na stredný valec namontujeme odnímateľný golier, napríklad pedál z bicykla.
- Na konci pohyblivej platformy musíte spustiť regulačný mechanizmus. dokonale - hydraulický zdvihák, ale vystačíte si so závitovými (ťah zo stroja, noha z lešenia). Výťah je tiež pripevnený k základni pomocou skrutiek.
- V prípade potreby je možné k základni privariť nohy na upevnenie skrutiek.
Domáca ohýbačka rúr, video
Hydraulická ohýbačka profilov pre malé polomery
Trojbodový stroj sa od ostatných typov ohýbačiek rúr nelíši ani tak pohonom (hydraulikou), ale spôsobom pôsobenia sily. Princíp činnosti tohto zariadenia je mimoriadne jednoduchý - časť rúry, upevnená s dôrazom na dva body, je v strede (v treťom bode) pretlačená radiálnym tŕňom s drážkou a postupne nadobúda svoj tvar. .
Táto ohýbačka rúr je vhodná v tom, že ju možno namontovať na pohyblivú plošinu s kolieskami na prepravu. Plošina bude v každom prípade potrebná, pretože sila smerujúca na tŕň bude musieť byť kompenzovaná zarážkou. Tlak takejto sily môže byť vyvíjaný mechanickým (závitovým) alebo hydraulickým zdvihákom.
Na výrobu ohýbačky rúr budete potrebovať materiál:
- Oceľové plechy 10 mm s rozmermi 600x150 mm - 2 ks, 300x80 - 1 ks.
- Odizolujte alebo odrežte z dosky 6-10 mm dlhé 450 mm - 4 ks.
- Skrutky s maticami Ø 10 mm a 20 mm.
- Ťahové pružiny 200 mm.
Nástroj:
- Zváračské a zámočnícke - výkonná brúska, zváračka, vŕtačka od 850 W (stroj).
- Meranie a značenie - meter, štvorčeky, fixka, dierovač.
- Jedlé– rezné a brúsne kotúče na kov, vrtáky do kovu 6, 10 a 16 mm.
Stroj bude pozostávať z priestorovo tuhého rámu a odnímateľného zdviháka auta. Hlavnou výhodou skladacieho stroja je možnosť použiť zdvihák samostatne - nemusíte ho kupovať špeciálne pre ohýbačku rúr. V zásade môže byť hnacím pohonom minimálne naftový spaľovací motor. Jeho hlavnou úlohou je vyvinúť dostatočnú silu na prekonanie odporu potrubia.
Výroba rámu
Rám pozostáva z dvoch zrkadlových prvkov - rámových stien - a pätky, na ktorú bude namontovaný zdvihák. Konštrukčné prvky sú zostavené podľa výkresu.
 1 - skrutky; 2 - zdvihák; 3 - tŕň
1 - skrutky; 2 - zdvihák; 3 - tŕň
Označenie pracovnej dosky sa vykonáva zo zvislej osi (ak je rám zvislý). Prvé spodné otvory sú umiestnené 40 mm od okraja a 75 mm od osi. Osy krajných otvorov sú 25 mm od vonkajšieho okraja. Po takto označenom prvom a vonkajšom otvore krídla je možné zostaviť os medziľahlých otvorov a potom ju rozdeliť na rovnaké segmenty. Priesečníky zárezov a naklonenej osi budú osami otvorov.
Otvory Ø 22 mm sa najlepšie vŕtajú v niekoľkých prístupoch, pričom sa priemer postupne zväčšuje (napríklad Ø 6, Ø 10, Ø 18, Ø 22). To platí najmä vtedy, ak neexistuje vŕtačka ale iba vrták.
Pozor! Pamätajte, že čím väčší je priemer, tým nižšia je rýchlosť otáčania vŕtačky a silnejší tlak.
Zrkadlová doska je vyrobená podobným spôsobom. Spodná prítlačná doska by mala byť označená pozdĺž osí rovnomerne a identifikovať miesta montážne otvory pre zdvihák. Päta zdviháka má vždy štandardné montážne otvory.
Výška konštrukcie je určená rozmermi existujúceho zdviháka a vzdialenosťou od spodnej časti drážky tŕňa k styčnej ploche prítlačného valca (vreteníka) striktne vertikálne (veľkosť a na výkrese). Vzdialenosť a musí byť približne 20 mm s úplne zasunutou tyčou zdviháka (bez zaťaženia). Toto je potrebné na inštaláciu potrubia s minimálnym priemerom (15-16 mm).
Voľné rohy (vytieňované žltou farbou) je možné odrezať. Všetky hrany a konce by mali byť brúsené brúskou, potom je vhodné prejsť cez „okvetný lístok“.
Montáž stroja
Vzdialenosť medzi zrkadlovými platňami musí byť o niekoľko milimetrov väčšia ako maximálny priemer ohýbanej rúrky. Pre stroj tohto typu je optimálne maximum 50 mm. Celková medzi platňami 53-55 mm. Prítlačné valce musia mať presne túto veľkosť (podľa výšky valca), mali by byť nainštalované ako prvé pred zváraním. Po určení umiestnenia oceľových pásov na päte konštrukciu zvaríme.

Potom v spodnej tretine určíme optimálnu polohu medzipolice a pripevníme na ňu vratnú pružinu. Upevnenie pružiny na zdvihák sa volí individuálne na základe konštrukcie zdviháka a improvizovaných prostriedkov.
Špeciálne položky
V trojbodovej ohýbačke rúr je jedna výhrada - jedna časť sa nedá urobiť doma a musíte sa obrátiť na sústružníka alebo si ho kúpiť. Toto je tŕň. Výroba jedného tŕňa stojí od 10 do 25 USD. v závislosti od veľkosti a zložitosti. Cena tŕňov v predajni je od 20 USD. e.
Osobitnú zmienku si zaslúžia aj prítlačné valce. Môžu to byť silné oceľové puzdro pre osku 20 mm (skrutka). Na vonkajšej rovine môžete zvárať domáce tŕne pre hlavné priemery - 25, 32, 38 a 50 mm alebo profily. Tŕň pre prítlačný valec je možné vyrobiť tak, že ho vystrihneme z rúrky s väčším priemerom a orezáme kladivom.
Zjednodušené možnosti stroja
Pre veľké množstvo práce s tenkými (16-25 mm) rúrkami, ako aj tenkostennými (meď, hliník, nehrdzavejúca oceľ), môžete zostaviť jednoduchú verziu opísaného stroja doslova z niekoľkých pásov kovu. Takýto stroj bude mnohonásobne ľahší, ale rozsah priemerov obrobkov je obmedzený. Hlavný rozdiel je v tom, že otvory sú usporiadané v rade kolmo na zdvihák.
Ak nie je k dispozícii žiadny hydraulický zdvihák, môžete ho nahradiť závitovým zdvihákom a namontovať ho na miesto do pätky dorazu rámu. Aby ste to dosiahli, musíte do nej vypáliť dieru a privariť maticu pod závitovú tyč, rovnako ako sa vyrába ohýbačka rúr, ktorej video je uvedené nižšie.
Ručná trojbodová ohýbačka rúr so závitovým zdvihákom na videu
Pohodlie dizajnu spočíva v tom, že ho možno úplne upraviť, pričom je zachovaný základný princíp troch kontaktných bodov. V dôsledku toho môžete získať rovnaký ohýbač rúrok, ale z iných materiálov. V stacionárnej verzii to môže vyzerať takto:
Vertikálna trojbodová ohýbačka rúr, pozri video
Vrcholom pohodlnosti a vyrobiteľnosti bude bezpochyby hydraulický zdvihák s elektrickým pohonom. Toto je "akrobacia" domáci majster ale celkom možný variant s rozvinutou zručnosťou a prístupom k sústružníckemu dielu. Takéto modely sú komerčne dostupné.
Aby ste mohli zostaviť ohýbačku rúr vlastnými rukami, nie sú dôležité ani tak výkresy, ale dostupnosť nástrojov a improvizovaného materiálu - kov, kolesá, ložiská atď. Pomocou našich rád a vlastných zručností celkom v silách domáceho majstra.