1952년 NEVZ B.V. Suslov의 수석 설계자의 지휘 하에 새로운 전기 기관차의 설계가 시작되었으며 1953년 3월에는 최초의 실험용 8축 전기 기관차 H8-001이 이미 제조되었습니다. 전기 회로의 다이어그램은 도면 OTN-354.001에 해당합니다. 시리즈 H8 의미: Novocherkassk, 8축.
전기 기관차에는 미국 디젤 기관차 DB에 사용된 것과 유사한 근본적으로 새로운 주철 대차를 사용했습니다. 모든 차축 상자에는 구름 베어링이 장착되었습니다. 오버 액슬 코일 스프링과 판 스프링으로 구성된 스프링 서스펜션은 보기의 양쪽에서 균형을 이룹니다. 전기 기관차의 몸체는 처음으로 전환 플랫폼 없이 반 유선형으로 만들어졌습니다. 문은 몸의 측면에 위치했습니다.
불포화 자기 시스템이 있는 새로운 NB-406A 견인 모터는 전기 기관차용으로 재설계되어 더 넓은 범위의 회전 속도에서 최대 출력을 실현할 수 있었습니다. 클램프의 전압이 1500V인 이 TED는 470kW의 연속 전력과 525kW의 시간당 전력을 개발했습니다.
H8 섹션은 영구적으로 기계 및 전기적으로 상호 연결되었으며 수리 중에만 분리할 수 있었습니다. 모든 전원 회로는 두 섹션에 공통적이어서 직렬로 연결될 때 직렬 회로에서 8개의 TED를 모두 수집할 수 있었습니다. 전기 기관차에서는 모터 제너레이터의 질량을 줄이기 위해 여자기의 합성 방지를 사용한 회생 제동이 구현되었습니다.
도식적으로, 전기 기관차는 TED의 직렬, 직렬-병렬 및 병렬 연결과 여기 감쇠의 4단계 사용으로 이미 표준이 된 가변 저항 시동 회로를 가지고 있습니다. 그러나 대부분의 전기 장치와 모든 보조 기계는 더 높은 기술 수준에서 재 설계되었습니다. H8-001에서는 새로운 2트랙 팬터그래프 P-3가 처음으로 사용되었습니다.
제어 계량의 결과는 지정된 매개변수와 관련하여 중량 매개변수의 초과를 보여주었습니다. 축의 하중은 프로젝트에 따라 22.5tf 대신 23.9tf에 도달했습니다. 1953-1954년 동안의 전기 기관차 테스트. Suram Pass 및 South Ural Railway의 Kropachevo - Zlatoust - Chelyabinsk 섹션(Zlatoust 창고 기반)은 VL22M보다 상당한 우월성을 보였습니다. H8-001은 40-45km / h의 속도에서 45-47tf의 접선 견인력을 오랫동안 실현했으며 경우에 따라 시동 중에 견인력이 54tf에 도달했습니다.
1955년에 002번부터 008번까지의 전기 기관차의 실험적인 배치가 제조되었습니다.
1956년 Novocherkassk Electric Locomotive Building Plant에서 전기 기관차의 연속 생산이 시작되었습니다. 전기 기관차의 생산량을 늘리기 위해 트빌리시 전기 기관차 공장(TEVZ)을 생산 프로그램에 연결하기로 결정했습니다. 1957년 이 공장은 최초의 실험용 전기 기관차를 생산했으며 1958년에는 연속 생산이 시작되었습니다.
직렬 전기 기관차는 설계에서 실험 시리즈를 반복했지만 약간의 차이만 있었습니다.
1957년부터 VL8 전기 기관차의 차체와 대차는 Lugansk Diesel Locomotive Plant에서 제조되었습니다. 1963년 1월부터 H8 시리즈의 전기 기관차는 VL8 시리즈로 지정되었습니다. 전기 기관차는 1967년까지 건설되었습니다. 총 1723개의 전기 기관차가 생산되었으며 그 중 NEVZ는 430개의 전기 기관차를, TEVZ는 1293개의 전기 기관차를 제작했습니다.
1961년까지 이 기관차는 무게 3,500톤의 기차를 9‰ 리프트에 한 번만 밀어 넣으면 50-80km/h의 속도로 운전할 수 있는 가장 강력한 기관차였습니다.
명세서
| 서비스 유형 | 뱃짐 |
|---|---|
| 접점 네트워크의 전류 및 전압 유형 | 영구, 3kV |
| 축 공식(UIC) | 보 "보" + 보 "보" |
| 전체 서비스 무게 | 180톤 |
| 커플링 무게 | 22.5tf |
| 치수 | 1-T |
| 기관차 길이 | 27.52m |
| 최대 높이 | 5.08m |
| 너비 | 3.106m |
| 전체 휠베이스 | 23.1m |
| 보기의 휠 베이스 | 3.2m |
| 통과 가능한 곡선의 최소 반경 | 120m |
| 규제 시스템 | 가변 저항 접촉기 |
| 테드 타입 | NB-406 |
| 교수형 TED | 지지축 |
| 휠 직경 | 1200mm |
| 기어비 | 3.905 (82:21) |
| TED의 시간당 파워 | 8 × 525kW |
| 시계 모드의 견인력 | 35200kgf |
| 시계 모드 속도 | 42km/h |
| TED의 지속적인 힘 | 8 × 470kW |
| 롱 듀티 견인력 | 30200kgf |
| 연속 모드 속도 | 43.7km/h |
| 디자인 속도 | 90km/h |
| 전기 제동 | 회복 |
특수 부품
VL8 전기 기관차의 구조, 기본 기술 데이터, 특성, 수정, 업그레이드.
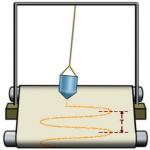
쌀. 1. 전기기관차 VL8의 개략도
전기 기관차의 주요 기술 데이터는 다음과 같습니다.
서비스 유형 - 화물;
· 팬터그래프 3000V의 전류 정전압;
· 지속적인 견인력 297.5 kN;
· 연속 모드에서 전기 기관차의 속도는 44.3km/h입니다.
· 계산된 양력에 대한 견인력 456 kN;
· 43.3km / h의 예상 상승 속도;
· 설계 속도 100km/h;
· 전기 제동, 견인 모터 3의 최대 여기에서 경제적 속도의 회생 수;
· 트랙션 모터의 약한 여자 단계 수 4;
· 견인 모터 여자의 최대 약화 64%;
기어비 3.905mm;
휠 직경 1200mm;
· 견고한 휠베이스 3200mm;
· 총 휠베이스 24,200;
· 자동 커플러의 축을 따라 기관차의 길이는 27,520 mm입니다.
· 모래 벙커의 용량 3,92m3;
1952 년 NEVZ B.V. Suslov의 수석 설계자의 지도하에 새로운 전기 기관차의 설계가 시작되었으며 1953 년 3 월 최초의 실험적인 8 축 전기 기관차 H8-001이 이미 제조되었습니다. 전기 회로의 구성표는 도면 OTN-354.001에 해당합니다. 시리즈 H8 의미: Novocherkassk, 8축. 전기 기관차에는 미국 디젤 기관차 DB에 사용된 것과 유사한 근본적으로 새로운 주철 대차를 사용했습니다. 모든 차축 상자에는 구름 베어링이 장착되었습니다. 액슬 박스 코일 스프링과 판 스프링으로 구성된 스프링 서스펜션은 보기의 양쪽에서 균형을 이룹니다.
전기 기관차의 몸체는 처음으로 전환 플랫폼 없이 반 유선형으로 만들어졌습니다. 문은 몸의 측면에 위치했습니다.
불포화 자기 시스템을 갖춘 새로운 NB-406A 견인 모터는 전기 기관차용으로 재설계되어 더 넓은 범위의 회전 속도에서 최대 출력을 실현할 수 있었습니다. 클램프에서 1500V의 전압으로 이 TED는 470kW의 연속 전력과 525kW의 시간당 전력을 개발했습니다. Slavyansk 역에서 전기 기관차 H8 VL8의 모델. H8 섹션은 영구적으로 기계 및 전기적으로 상호 연결되었으며 수리 중에만 분리할 수 있었습니다. 모든 전원 회로는 두 섹션 모두에 공통적이어서 직렬 연결에서 8개의 TED 모두를 직렬 회로로 조립할 수 있었습니다. 전기 기관차에서는 모터 제너레이터의 질량을 줄이기 위해 여자기의 합성 방지를 사용한 회생 제동이 구현되었습니다.
도식적으로, 전기 기관차는 TED의 직렬, 직렬-병렬 및 병렬 연결과 여기 감쇠의 4단계 사용으로 이미 표준이 된 가변 저항 시동 회로를 가지고 있습니다. 그러나 대부분의 전기 장치와 모든 보조 기계는 더 높은 기술 수준에서 재 설계되었습니다. H8-001에서 새로운 2트랙 P3 팬터그래프가 처음 사용되었습니다. 제어 계량의 결과는 지정된 매개변수와 관련하여 중량 매개변수의 초과를 보여주었습니다. 축의 하중은 프로젝트에 따라 22.5tf 대신 23.9tf에 도달했습니다. .
1953-1954년 동안의 전기 기관차 테스트. Suramsky Pass와 South Ural Railway의 Kropachevo, Zlatoust, Chelyabinsk 섹션(Zlatoust 창고 기반)에서 그들은 VL22M보다 상당한 우월성을 보였습니다. H8-001은 40-45km / h의 속도에서 45-47tf의 접선 견인력을 오랫동안 실현했으며 경우에 따라 시동 중에 견인력이 54tf에 도달했습니다. 1955년에 002번부터 008번까지의 전기 기관차의 실험적인 배치가 제조되었습니다. 직렬 전기 기관차. 1956년 Novocherkassk Electric Locomotive Plant에서 전기 기관차의 연속 생산이 시작되었습니다. 전기 기관차의 생산량을 늘리기 위해 트빌리시 전기 기관차 공장(TEVZ)을 생산 프로그램에 연결하기로 결정했습니다.
1957년 이 공장은 최초의 실험용 전기 기관차를 생산했으며 1958년에는 연속 생산이 시작되었습니다. .
직렬 전기 기관차는 설계에서 실험 시리즈를 반복했지만 약간의 차이만 있었습니다. 1957년부터 VL8 전기 기관차의 차체와 대차는 Lugansk Diesel Locomotive Plant에서 제조되었습니다. H8 시리즈의 전기 기관차는 1963년 1월부터 VL8 시리즈로 지정되었습니다. 전기 기관차는 1967년까지 건설되었습니다. 총 1715개의 전기 기관차가 생산되었으며 그 중 NEVZ는 423개의 전기 기관차를, TEVZ는 1292개의 전기 기관차를 제작했습니다. 1961년까지 그들은 3,500톤 무게의 기차를 40-42km/h의 속도로 9‰의 단일 드래프트로 운전할 수 있는 미국에서 가장 강력한 기관차였습니다. 전기 기관차는 100km/h의 속도로 8,000kg의 견인력을 낼 수 있습니다. 전기 기관차의 회생 제동은 12~100km/h에서 가능합니다. 전기 기관차의 연결 중량은 180t입니다. 전기 기관차 VL8 매개 변수 표시기의 주요 매개 변수 축 공식 2o + 2o + 2o + 2o 밸러스트 184t의 작업 조건에서 무게. 휠셋의 하중 23 t 자동 커플러의 축을 따른 길이 27520 mm 본체 너비 3105 mm 높이(낮은 팬터그래프 포함) 5100 mm TED 시간당 출력 4200 kW 연속 출력 TED 3760 kW 구동 바퀴 직경 1200 mm.
1973년에 All-Union Scientific Research Diesel Locomotive Institute(VNIITI)는 VL8-321 전기 기관차의 스프링 서스펜션을 변경했으며, 코일 스프링은 밸런서와 보기 프레임 사이에 설치되었으며, 몸체 섹션에서 보기 프레임까지 4개의 스프링 지지대가 설치되었습니다. ; 동시에 스톱은 디젤 기관차 TE3의 차축 상자 유형의 차축 상자에 배치되었습니다. 동시에 스프링 서스펜션의 정적 편향은 122mm에 도달했으며이 전기 기관차의 테스트에서 긍정적 인 결과가 나타났습니다. 이것은 VL8 전기 기관차의 스프링 서스펜션 현대화 작업 시작의 기초가되었습니다. 1976-1985년 기간에 VL8 전기 기관차에는 반환 장치가 장착되어 속도를 80km/h에서 90-100km/h로 높일 수 있었습니다. 이러한 전기 기관차는 VL8m이라는 명칭을 받았습니다. 70년대 중반부터 VL8 광전차는 여객 수송에 자주 사용되어 여객 열차를 운전하기 위해 일부 장치를 사용해야 했습니다. 따라서 차량 간 난방 연결의 소켓 및 케이블 및 스위퍼의 EPT 소켓이 VL8에 나타났습니다. 곡선으로 회전하고 대차 프레임에 단단히 고정된 스위퍼가 있기 때문에 열차 히팅 케이블은 파손 또는 파손 가능성을 배제하기 위해 작동하지 않는 위치에서 "8자형"으로 꼬여야 했습니다. 마찰. 프로필이 무거운 일부 섹션에서는 이중 트랙션으로 VL8의 움직임을 연습하기 시작했습니다. 이를 위해 완충등 사이의 전면 시트에 전기 기관차 연결 사이의 소켓을 설치했습니다. 우크라이나어 VL8에서는 수리 중에 2색 버퍼가 설치되었습니다.
이후 시리즈의 VL11 및 VL10에 설치된 것과 유사한 랜턴. 1961년(VL10 및 VL80이 등장하기 전)까지 그것은 국내에서 가장 강력한 기관차였습니다. 전기 기관차 VL8-700을 시작으로 회생 제동 중 단락 전류로부터 트랙션 모터를 보호하는 사용과 관련하여 전원 회로도가 크게 변경되었습니다. 동시에 BK-2 접촉기를 전기 기관차에 설치하고 앵커 리드를 전환하여 역전을 수행했습니다. 이 계획은 1958년에 모스크바 기관차 수리 공장(이전 Perovsky 전기 철도 차량 수리 공장)과 Novocherkassk Electric Locomotive Plant에서 생산된 전기 기관차 No. 092, 093에서 재장착된 VL8-073 전기 기관차에서 이전에 테스트되었습니다. . 그리고 1961-1962년에 공장에서 생산된 소량의 전기 기관차에 적용됩니다. 기계 부품과 전기 장비에 작은 변화가 생겼습니다. 그래서 VL8-126 전기 기관차에서 지붕 단로기를 설치하기 시작했습니다. Novocherkassk 공장이 1960년부터 생산해 온 전기 기관차에서는 전원 회로가 약간 변경되었습니다. 고속 스위치 후 변환기의 전기 모터가 켜지고 전송 접촉기 중 하나가 제거되어 성능이 향상됩니다. 견인 모터의 직렬 연결에서 직렬 병렬 연결로 전환하는 과정. 전기 기관차 No. 516(Tbilissky Zavod) 및 No. 1355(Novocherkassky Zavod)에서 샌드 벙커의 부피가 2340리터(3510kg)에서 3290리터(4935kg)로 증가했습니다. 전기 기관차 Vl8 시리즈 본선 철도의 전기화된 DC 섹션에서 작동하도록 설계되었습니다.
전기 기관차 현대화
전기 기관차 VL8-185, 186 및 187에서는 스프링 서스펜션 시스템에 고무 요소가 설치되어 흔들림이 감소하고 전기 기관차가 더 부드럽게 작동합니다. 그러나 이러한 요소는 만족스럽게 작동하지 않았으며 향후 전기 기관차에 장착되지 않았습니다. 아시다시피 단단한 판 스프링은 시트 사이의 큰 내부 마찰로 인해 일반 밸런서처럼 작동합니다. 모스크바 운송 엔지니어 협회의 제안에 따라 더 부드러운 스프링 서스펜션이 테스트되었습니다. 1962년 Zlatoust 창고에서 스프링 서스펜션이 대차 프레임에 부착된 지점에서 VL8-627 전기 기관차에 추가 스프링이 설치되었습니다. 흔들림이 감소하고 기관차의 부드러움이 증가했습니다. 스프링 서스펜션의 수정된 설계로 인해 서스펜션의 빠른 국부적 마모가 관찰되었기 때문에 이 시스템은 더 이상 배포되지 않았습니다. VL8-948 전기 기관차에서는 1968년 TsT MPS 설계 국의 프로젝트에 따라 두 번째 추가 본체 지지대가 설치되었고 정적 처짐이 100mm로 증가한 부드러운 스프링이 사용되었으며 저항 고무 충격 흡수 장치는 롤러 차축 상자에 설치되었습니다. 그러나 철도부 중앙연구소에서 실시한 시험에서 알 수 있듯이 이러한 변화로 전기기관차의 속도를 90km/h까지만 높일 수 있었다. 따라서 위의 변경 사항의 도입은 이후에 중단되었습니다. 1973년에 All-Union Research Diesel Locomotive Institute(VNIITI)는 VL8-321 전기 기관차의 스프링 서스펜션을 변경했습니다. 코일 스프링은 밸런서와 보기 프레임 사이에 설치되었습니다. 차체 섹션에서 보기 프레임까지 4개의 스프링 지지대; 동시에 스톱은 디젤 기관차 TE3의 차축 상자 유형의 차축 상자에 배치되었습니다. 스프링 서스펜션의 정적 편향은 122mm에 도달했습니다. 이 전기 기관차의 테스트는 긍정적인 결과를 제공했습니다. 즉, 트랙에 가해지는 충격 조건에서 최대 속도를 100km/h까지 증가시킬 수 있습니다. 이것은 VL8 전기 기관차의 스프링 서스펜션 현대화 작업 시작의 기초가되었습니다. 1976-1985년 기간 동안 VL8 전기 기관차에는 리턴 장치가 장착되어 속도를 80km/h에서 90-100km/h로 높일 수 있었습니다. 이러한 전기 기관차는 VL8 M이라는 명칭을 받았습니다. 1970년대 중반부터 VL8 전기 기관차는 여객 수송에 자주 사용되어 여객 열차를 운전하기 위해 일부 장치를 사용해야 했습니다. .
그래서 VL8에는 자동차 난방 연결부와 스위퍼의 EPT 소켓 사이에 소켓과 케이블이 있었습니다. 곡선으로 회전하고 보기 프레임에 단단히 고정된 스위퍼가 있기 때문에 열차 히팅 케이블이 파손되거나 파손될 가능성을 배제하기 위해 작동하지 않는 위치에서 "8자형"으로 꼬여야 했습니다. 마찰. 무거운 프로필이있는 일부 섹션 (예 : Goryachiy Klyuch - 북부 - 백인 철도의 Tuapse)에서는 이중 트랙션으로 VL8의 움직임을 연습하기 시작했습니다. 이를 위해 완충등 사이의 전면 시트에 전기 기관차 연결용 소켓을 설치했습니다. 우크라이나어 VL8에는 수리 중 이후 시리즈의 VL11 및 VL10에 설치된 것과 유사한 2색 완충등이 설치되었습니다. 현재 VL8 시리즈의 전기 기관차는 우크라이나, 아르메니아(Gyumri 및 Yerevan 창고), Abkhazia(Sukhum 창고), 조지아(Samtredia 창고, Batumi, Tbilisi - 여객 및 트빌리시 - Sorting 창고) 및 아제르바이잔(Sorting) 철도에서만 운행되고 있습니다. Ganja, Baladzhary 및 Boyuk -Shor).
2.2
피뢰기의 수리 및 유지 보수,
퓨즈, 초크.
샤프너
그들은 높은 슬루율에서 위험한 값에 도달할 수 있는 대기 및 스위칭 전압으로부터 전기 기관차의 전기 회로를 보호하도록 설계되었습니다. 작동 원리는인가 전압이 증가함에 따라 전기 저항이 급격히 감소하는 것을 기반으로합니다. 그 결과 위험한 과전압파가 빠르게 접지로 전환되어 보호 장비에 인가되는 전압이 제한됩니다. 이를 위해 전압이 증가함에 따라 전기 저항을 급격히 감소시키는 피뢰기가 사용됩니다. 국내 전기 기관차에서 RMBV-3.3 vilite 피뢰기가 최근 가장 널리 사용되었습니다. .

Fig.2 Vilitovy 피뢰기 RMBV-3.3
1 - 볼트;
2 - 도자기 케이스;
3 - 봄;
4 - Vilitovy 디스크;
5.6 - 두 개의 스파크 갭
7 - 씰링 개스킷;
8 - 피뢰기의 바닥;
9 - 고무 다이어프램;
10 - 주철 플랜지;
11 - 영구 자석;
12 - 션트 저항;
전압이 증가함에 따라 저항을 감소시키는 3개의 vilite 디스크와 직렬로 스파크 갭 1과 2가 연결되어 고저항 세라믹 저항으로 분류됩니다. 볼류트 어레스터는 루프 단로기 이후 팬터그래프의 전원 회로에 연결됩니다. 팬터그래프의 정상 전압에서 회로의 높은 저항으로 인해 80-120μA의 무시할 수 있는 전류가 vilite 디스크를 통과합니다. 팬터그래프 과전압의 전위가 증가하면 클레임 간격이 파괴되고 시들음 디스크의 저항이 감소합니다. vilite 디스크와 스파크 갭을 통해 전하가 접지로 방전되고 팬터그래프의 전압이 제한됩니다. 전하가 방전된 후 어레스터는 회로의 원래 높은 저항을 복원하고 다시 작동할 준비가 됩니다.
vilite 피뢰기의 작동 후, 커패시터 c를 통해 접지로 방전되고 전기 기관차의 전원 회로 장비에 떨어지지 않는 과전압이 여전히 있습니다. Vilitovy 피뢰기 RMBV-3.3. 이것은 2개의 vilite 디스크(4), 션트 저항(12)이 있는 2개의 스파크 갭(5, 6), 스파크 갭에서 아크를 끌 때 자기 폭발을 생성하는 데 필요한 영구 자석(11)을 포함하는 도자기 케이스(2)로 구성됩니다. 내오존성 고무로 만들어진 밀봉 개스킷(7)이 있는 어레스터의 바닥(8)은 케이싱에 고정된 주철 플랜지(10)에 부착된다. 스파크 갭의 모든 내부 부품은 스프링 3에 의해 바닥 8에 눌려 있습니다. 팬터그래프 체인의 와이어는 볼트 1과 상단 터미널에 연결되고 하단은 접지됩니다.
빌리틱의 표면에 겹치는 경우
디스크 및 단락으로 인해 어레스터 하우징 내부의 압력이 상승합니다. 이러한 경우 손상을 방지하기 위해 바닥에 구멍이 제공되고 고무 다이어프램 9로 막혀 압력이 상승하면 파손됩니다. 어레스터는 자기 바이폴라 vilitovy 3.3 kV.로 모든 극성 바이폴라 네트워크에 연결하도록 설계되었습니다. .
자기 블로잉이 스파크 갭에서 아크를 불어내는 데 사용되기 때문에 자기라고 합니다. vilite 갭은 작동 후 흔적을 남기지 않기 때문에 회로에는 스파크 갭과 PV 퓨즈가 병렬로 연결되어 두 번째 스파크 갭에 의해 분로되는 저항인 트립 레코더가 포함됩니다. 피뢰기가 트리거되면 전류가 저항을 통해 흐릅니다. 양단의 전압 강하로 인해 스파크 갭이 뚫고 전류가 PV 퓨즈를 통과하여 소손됩니다. 나머지 전하는 스파크 갭을 뚫고 빌라이트 갭을 통해 지면으로 갑니다. 레코더에는 디스크에 설치된 직경 0.1mm의 니크롬 와이어로 만든 퓨즈 10개가 있습니다. 퓨즈가 끊어지면 디스크는 다음 퓨즈를 포함하여 스프링의 작용으로 회전합니다. 1부터 10까지의 숫자가 디스크에 표시되어 있으며 이 숫자로 스파크 갭 작업 횟수를 판단할 수 있습니다. 10개의 퓨즈가 모두 소손되는 것을 방지하려면 드라이브 퓨즈를 적시에 교체해야 합니다. .
일부 전기 기관차에는 알루미늄 피뢰기 AR-1A가 사용되며, 작동 원리는 전압이 변할 때 전해질의 산화 알루미늄 층의 저항 변화를 기반으로 합니다. 저온에서는 알루미늄 피뢰기를 사용할 수 없으므로 겨울철 전기 기관차에서 제거됩니다. 이것은 작동 조건에서 불편하며 현재 맹렬한 것으로 교체되고 있습니다. 작동 중에는 피뢰기의 도자기 케이스의 청결도, 칩 및 균열의 부재, 에나멜 코팅 및 시멘트 조인트의 무결성을 모니터링해야합니다. 1년에 1회 이상 누설 전도 전류 및 피뢰기의 항복 전압을 측정해야 합니다. 모든 유형의 vilite 피뢰기의 전도 전류 측정은 4kV의 전압에서 정류기를 사용하여 수행됩니다. 전도 전류는 80-120μA 범위에 있어야 합니다. 전압 리플의 평활화는 최소 0.1μF의 용량으로 수행됩니다. 50Hz의 주파수로 항복 전압을 제어할 때 전압 상승 시간은 10초를 초과하지 않아야 합니다.
지정된 시간을 초과하면 션트 저항기가 과열되어 고장날 수 있습니다. 항복 전압 값은 어레스터 1의 기술 데이터 시트에 표시되어 있습니다. 어레스터를 여는 것은 금지되어 있음을 명심해야 합니다. 레코더는 정기적으로 검사해야 합니다. 뇌우 검사가 필요합니다. 폭풍우가 없는 기간에는 레지스트라가 제거되고 수정됩니다. 이 경우 피뢰기의 와이어는 이전에 레지스트라를 고정한 볼트에 연결됩니다. 레코더를 끄지 않고 검사할 때는 유약 처리된 눈의 무결성, 케이스의 손상 및 오염이 없는지, 장치 출력 절연체에 습기가 축적되었는지에 주의해야 합니다. .
눈에 빨간 선이 나타나는 9번의 작업 후에 레지스트라는 다음과 같이 재충전되어야 합니다.
a) 매스틱 공장 씰을 엽니다. .
b) 4개의 고정 나사를 풉니다. .
c) 케이스의 상단 덮개를 제거합니다. .
d) 접촉 스프링 그룹을 왼쪽으로 약간 이동하고 축에서 숫자가 있는 드럼을 조심스럽게 제거합니다. .
e) 용융 인서트의 잔여물을 제거합니다. .
f) 직경이 0.1mm인 니크롬 와이어로 만든 10개의 가용성 링크를 삽입하고 당겨서 고정합니다. .
g) 탄소 침전물로부터 차체 벽과 부품을 청소합니다.
h) 카운팅 드럼을 축에 설치하고 스프링이 장력을 받는 순간부터 손으로 디스크를 시계 방향으로 5바퀴 돌려 스프링을 시작합니다. 이러한 작업을 수행할 때 연락처 그룹을 따로 보관해야 합니다. 가용 인서트로 드럼을 충전하는 것은 적절한 자격을 갖춘 작업자가 실험실에서 수행합니다. .
i) 몸체와 개스킷이 분리된 곳에서 오래된 바니시의 잔여물을 모두 제거하고 커버와 베이스가 연결된 새 글립탈 바니시로 윤활유를 바르고 장치를 닫아 완전한 투습성을 보장합니다.
j) 다이얼의 "K"위치에 해당하는 가용성 링크는 3-3.5kV의 펄스를 통과시켜 충전 장소에서 실험실 설치를 확인합니다. 이 경우 드럼이 "O" 위치로 명확하게 작동되어야 합니다. 이 제어 작업을 수행한 후 레코더는 추가 작업에 적합합니다. .
1969년 1월까지 전기 기관차에는 기술 데이터가 약간 다른 wilite 피뢰기가 장착되었습니다(이 데이터는 각 피뢰기의 여권에 제공됨). 50Hz의 주파수에서 피뢰기의 항복 전압은 7.5kV 이상 9.5kV보다; 전도 전류 550-620μA; 항복 전압 값을 확인할 때 전압 상승 시간은 5초를 초과하지 않아야 합니다. 감사를 수행하려면 장치를 열고 회로의 무결성, 드럼에 가용성 인서트가 있는지 확인하십시오. 그런 다음 타버린 퓨즈 링크의 잔여물에서 장치를 분리하고 탄소 접점의 상태를 확인합니다. 레지스트라의 동작은 다음과 같습니다. 레지스트라가 연결된 회로에서 피뢰기가 과전압에 의해 트리거되면 펄스 전류가 레지스트라와 레지스터 R을 통해 흐릅니다. 전류가 설정 값에 도달하면 레코더의 저항 양단의 전압 강하는 스파크 갭 I의 방전 전압과 같아지고 끊어지고 펄스 전류가 PV 가용성 링크를 통해 돌진하여 소각됩니다. 그 후, 스파크 갭 2가 뚫고 펄스 전류가 스파크 갭을 통과합니다. 탄 가용 인서트 대신 권선 스프링의 작용으로 새 인서트가 설치됩니다. 레지스트라는 9개의 퓨즈 링크 교체를 허용합니다. 각 교체품은 다이얼에 해당 일련 번호가 표시되어 있습니다.
.
회로 차단기
목적 및 기술 데이터: 전기 기관차에는 전기 기관차의 보조 회로를 단락으로부터 보호하기 위해 PK-6/75 퓨즈가 설치됩니다. 다음과 같은 기술 데이터가 있습니다. 정격 전류 정격 전압 75A 6kV. 설계 및 작동 원리. 퓨즈는 절연체 2에 장착된 접점에 삽입된 카트리지 3으로 구성됩니다. 케이블은 구리 리드를 통해 접점에 연결됩니다. 퓨즈 홀더는 황동 캡 4 및 5로 끝 부분이 강화된 유광 도자기 튜브 6입니다. 가용성 삽입물 7은 카트리지 내부에 배치되며 나선형으로 꼬인 여러 와이어와 포인터 10을 고정하는 표시 와이어로 구성됩니다. 소매. 가용성 인서트와 인덱스 와이어는 중간 부품을 통해 캡에 전기적으로 연결됩니다. 카트리지는 모래로 채워져 밀봉되어 있습니다. 가용성 링크가 끊어지면 아크가 빠르게
모래알 사이의 좁은 틈으로 나간다. 가용성 인서트가 타버린 후 포인터 와이어가 타버리고 포인터가 스프링의 작용으로 부싱을 떠납니다.


그림 3 퓨즈 PK-6/75 및 해당 카트리지.
.
작동 중 자기 튜브에 균열이 없는지, 캡의 보강재가 파손되지 않았는지 확인해야합니다. 카트리지는 접점에 단단히 고정되어야 하며 포인터가 아래로 향하게 설치됩니다. 카트리지의 도자기 튜브와 절연체의 먼지와 오물은 정기적으로 청소해야 합니다. 각 카트리지는 여러 번 다시 로드할 수 있습니다. 석영 모래가 있는 고전압 퓨즈의 설치, 작동 및 재충전 지침에 따라 재충전하십시오.
조절판
스로틀은 전기 기관차의 장비 및 전기 장비에서 발생하는 전파 간섭을 억제하도록 설계되었습니다. 스로틀의 주요 기술 데이터는 다음과 같습니다.
· 정격 전압 3000V;
· 인덕턴스 170mH;
· 구리 코일의 치수 3 x. 50mm;
· 코일 전류 밀도 4.53A/mm.2;
무게 134kg;
디자인: 초크 D-8B는 병렬로 연결된 두 개의 구리 코일 1로 구성됩니다. 코일은 나무 막대 3과 절연체 2에 고정되어 있습니다. 스로틀은 전기 기관차의 지붕에 설치됩니다.

그림 4 노이즈 억제 초크 D8-B
사양:
1-2개의 구리 코일, 2-절연체, 3-나무 막대.
스로틀의 목적은 다음과 같습니다.
인덕터 DS-1 - 제어 회로의 전원 공급 회로 및 배터리 충전 회로에서 정류된 전류 리플을 완화합니다.
인덕터 DS-3 - 낮은 전하 전류에서 배터리 회로의 정류된 전류 리플을 완화합니다.
초크 D-51 - 무선 간섭 수준을 줄입니다. .
D-86 인덕터는 PF-506 패널의 LC 필터에서 인덕터로 사용됩니다. 초크의 기술 데이터는 표 1에 나와 있습니다.
DS-1 인덕터는 자기 회로 2와 코일 1로 구성됩니다. 장갑형 인덕터의 자기 회로는 두께가 0.5mm인 전기강판 2212의 적층판으로 만들어집니다. 코일은 자기 코어의 중앙 코어에 위치하며 쐐기 3으로 고정됩니다. 측면 자기 코어에는 5mm의 간격이 있습니다. 스로틀 코일은 원통형 권선과 유리 섬유로 만들어진 절연 실린더(4)로 구성됩니다. 권선은 90회 감았고 PSD 와이어(3.55x5)x2mm로 감았습니다. 인터턴 및 선체 절연은 0.2 x 35mm 크기의 유리 전기 절연 테이프로 만들어집니다. 코일에는 PE-933L 바니시가 함침되어 있습니다.
표 1 초크의 기술 데이터
정격 전류는 기관차 속도가 15km/h 이상일 때 표시됩니다.
설명 기술 데이터
DC-3 인덕터는 와이어 자석 1과 코일 2로 구성됩니다. 와이어 자석은 0.5mm 두께의 전기 강판으로 만들어지며 장착 모서리와 4개의 M8 스터드로 고정됩니다. 스터드는 LBS-1 래커를 칠한 베이클라이트 페이퍼로 절연되어 있습니다. 코일은 쐐기로 자기 와이어에 고정됩니다. 3. 초크 코일은 3.55x5 0mm 크기의 평면 PSD 와이어로 감겨 있습니다. 권선은 2개의 평행선을 사용하여 오른손잡이입니다. 회전 및 선체 간 절연은 유리 전기 절연 테이프 LES 0.1x20mm로 만들어집니다. 코일은 PE-933L 바니시로 함침되고 GF92-XS 에나멜로 코팅됩니다. . 초크 D-51은 끈 1과 3으로 절연체 4에 고정된 코일 2로 구성됩니다. 코일은 3x20mm 크기의 구리선으로 만들어집니다. 초크 D-86은 와이어 자석과 직경 1mm의 PET-155 와이어로 만들어지고 절연 화합물이 함침된 코일로 구성됩니다. 코일은 W 자형 코어의 중간 막대에 배치됩니다. 인덕턴스는 에어 갭에 의해 제어됩니다. 자기 회로는 두께 2mm의 브래킷 4개와 M8 스터드 4개로 고정된 전기 강철 2212 0.5mm 두께의 판으로 적층됩니다. 핀은 LBS-1 래커로 코팅된 베이클라이트 처리된 종이로 절연되어 있습니다. 초크 코일은 와이어 PSD 3.55 X 5.0mm(GOST 7019-71)에서 평평하게 감겨 있습니다. 권선은 2개의 평행선을 사용하여 오른손잡이입니다. 층간 절연은 유리 전기 절연 테이프 LES 0.1X 20mm(GOST 5937-68)로 만들어집니다. 코일은 PE-933L 바니시에 함침되고 GF-92-XS 에나멜(GOST 9151-75)로 코팅됩니다. 구리선 PMT 3 X 20mm(GOST 434-78)로 만들어진 코일 리드는 PMF 땜납으로 권선의 턴에 납땜됩니다. 코일은 와이어 자석의 코어에 있으며 getinax 쐐기로 고정되어 있습니다.
초크 DZ-1은 와이어 자석과 코일로 구성됩니다. 0.5mm 두께의 전기 강철 2212(GOST 21427.2-75) 판으로 적층된 막대형 자석 와이어. 코일은 와이어 마그넷 로드에 설치되고 쐐기로 고정됩니다. 초크 코일은 직경 0.56mm의 PET-155 와이어(GOST 21428-75)로 감겨 있습니다. 층간 절연은 0.12mm 두께의 케이블 종이 K-120(GOST 23436-79)으로 만들어집니다. 코일의 외부 절연은 유리 전기 절연 테이프 0.2 X 35 mm입니다. (GOST 5937-68). 코일은 EMT-1 화합물에 함침됩니다. .
초크 D-51은 스트랩 1과 3이 있는 절연체 4에 장착된 코일 2로 구성됩니다. 코일은 구리선 PMT 3 X 20mm(GOST 434-78)로 만들어집니다. Choke DR-150은 DC 네트워크 3000V의화물 전기 기관차의 구성 요소입니다. Choke는 전기 기관차의 전기 장비 작동 중에 발생하는 무선 간섭 억제 필터의 일부입니다. 초크는 전기기관차 본체 덮개의 절연체에 장착되며 집전체와 고속 스위치 사이의 전원 회로에 연결됩니다. 환경의 기후 요인의 영향 측면에서 스로틀은 주변 온도가 + 60 ~ -50 ⁰С 인 해발 1400m 이하의 고도에서 온대 기후에서 사용하기위한 기후 설계에 해당합니다.

스로틀 도면: 초크 D-51, DS-3, DS-1
초크 수리
인덕터 지지 절연체의 상태를 확인하십시오. 절연체를 등유로 헹구고 마른 천으로 물기를 닦아냅니다. 표면이 손상된 절연체 또는 가능한 전압 중첩 경로 길이의 10% 이상의 칩은 작동이 허용되지 않습니다. 도자기가 표준 이상으로 손상된 경우 절연체를 교체하십시오. 겨울철에는 스로틀을 점검할 때 스로틀에서 눈과 얼음을 제거하십시오.
3. 기관차의 수리 및 유지 보수 조직. .
전기 기관차를 작동 상태로 유지하고 안정적이고 안전한 작동을 보장하려면 철도 차량의 유지 보수 및 수리 시스템이 필요합니다. 전기 기관차의 유지 보수 및 수리 시스템은 운영 및 수리 기술의 조직에 크게 영향을받습니다. 순환 섹션의 연장, 새로운 시리즈의 새롭고 더 진보된 전기 기관차의 출현, 진보적인 기술 프로세스 및 적절한 재료의 사용, 첨단 노동 방법의 도입, 이 모든 것은 전기 기관차의 유지 보수 및 수리 시스템의 변화를 수반합니다. . ..
유지 보수 및 수리의 주요 목적은 마모를 줄이고 전기 기관차의 손상을 제거하여 문제 없는 작동을 보장하는 것입니다. 이들은 매우 복잡하고 책임 있는 작업입니다. 전기 기관차 산업에서 전기 기관차의 신뢰성과 신뢰성을 보장하기 위한 노력에도 불구하고 이 문제의 주요 역할은 철도 운송 수리 부서에 있습니다. 유지보수 중에는 눈에 보이는 절연 부품과 접촉면을 제거하십시오. .
전기 기관차의 고효율 유지 보수 및 수리를 위한 필수 조건은 개발된 수리 기반의 존재입니다. 전문 작업장과 부서를 포함하는 각 기관차 창고는 연결된 기관차 함대의 유지 보수 및 현재 수리를 제공하는 방식으로 개발되어야 합니다. 생산 공간의 필요성은 주로 수리 프로그램에 따라 다릅니다. 차례로 전기 기관차의 주행 거리를 고려하여 연간 수리 프로그램이 결정됩니다. 철도 운송에서는 효과적인 생산 기술의 축적과 사용, 무거운 육체 노동의 제거, 가장 적절한 것을 보장하는 일련의 조직적, 기술적, 위생적 및 사회적 조치 인 노동의 과학적 조직에 많은주의를 기울입니다. 작업 시간 사용, 각 구성원 팀의 창의적 능력 개발.
계획된 기술의 기간 및 기간
서비스, 현재 수리.
전기 기관차를 작동 상태로 유지하고 안정적이고 안전한 작동을 보장하려면 전기 철도 차량(EPS)의 유지 보수 및 수리 시스템이 필요합니다. 전기 기관차의 유지 보수 및 수리 시스템은 운영 및 수리 기술의 조직에 크게 영향을받습니다. 순환 섹션의 연장, 새로운 시리즈의 고급 전기 기관차의 출현, 진보적 인 기술 프로세스 및 적절한 재료의 사용, 고급 노동 방법의 도입 -이 모든 것은 전기 기관차의 유지 보수 및 수리 시스템의 변화를 수반합니다. .
유지 보수 및 수리의 주요 목적은 마모를 줄이고 전기 기관차의 손상을 제거하며 문제 없는 작동을 보장하는 것입니다. 이들은 매우 복잡하고 책임 있는 작업입니다. 전기 기관차 산업이 전기 기관차의 신뢰성과 신뢰성을 향상시키기 위한 노력에도 불구하고 이 문제의 주요 역할은 철도 운송 수리 부서에 있습니다. 우리나라 철도에는 철도부가 승인 한 전기 철도 차량의 예방 유지 보수 시스템이 있습니다. 이 시스템에 따르면 전기 기관차의 허용 할 수없는 신뢰성 저하 및 안전 위반으로 이어질 수있는 원인을 방지하고 제거하기 위해 일정 기간 후 수리 사이에 유지 보수 (TO-2 및 TO-3)가 수행됩니다. 작업. 기관차 승무원이 수행하는 TO-1의 유지 관리에서도 동일한 목표를 추구합니다. 유지 보수 중에 눈에 보이는 결함이 제거되고 마찰 부품에 윤활유가 바르며 필요한 경우 브레이크 시스템이 조정되고 부품이 고정되고 견인 모터, 전기 기계 및 장치가 검사되고 절연 부품 및 접촉 표면의 빈도가 유지됩니다. .
현재 수리(TR-1, TR-2, TR-3)는 기관차 창고에서 수행됩니다. 그들의 목표는 전기 기관차를 양호한 상태로 유지하여 공장 수리 사이에 중단 없는 작동을 보장하는 것입니다. TR-1과 TR-2를 사용하면 외부 검사로 오작동을 판별할 수 없는 경우 전기 기관차의 장비를 현장에서 부분적으로 해체하고 마찰 장치의 간격도 정상화합니다. TR-3을 사용하면 트랙션 모터 및 보조 기계가 제거되고 휠 세트가 롤아웃되고 다른 구성 요소가 분해 및 분해되어 안정적으로 점검 및 수리됩니다. 정밀 검사(KR-1 및 KR-2)는 전기 기관차의 "복구"의 주요 수단이며 하중 지지 본체 구조의 복원, 프레임, 대차, 바퀴 세트 및 트랙션 모터 기어박스, 보조 기계의 복잡한 수리를 제공합니다. 전기 기기, 케이블 및 전선, 부품의 복원 도면 치수 등 전기 기관차의 주요 수리는 수리 공장에서 수행됩니다. 수리주기에는 순차적으로 반복되는 유지 보수 및 수리 유형이 포함됩니다. 교체 순서는 수리주기의 구조에 따라 결정됩니다. 주요 전기 기관차의 수리 빈도, 즉. 전기 기관차의 유지 보수 및 수리 간 거리 및 정지 시간 기준은 1986 년 6 월 20 일자 철도부 명령의 기준에 따라 특정 운영 조건을 고려하여 도로 장이 설정합니다. 28/C. 동일한 주문은 유지 보수와 수리 사이에 전기 기관차를 분류하고 수출하기 위해 다음과 같은 시간 간격을 설정합니다. TO - 매일; ~까지 - 3 - 30일 후 한국 - 1 - 6세; 한국 - 2 - 12세; TR - 1 - 6개월 후; TR - 2 - 18개월 후; TR - 3 - 3년 후.
직장의 조직화
철도 운송에서는 효과적인 생산 기술의 축적과 사용, 무거운 육체 노동의 제거를 보장하는 일련의 조직, 기술, 위생 및 위생 및 사회적 조치 인 노동의 과학적 조직에 많은 관심을 기울입니다. 작업 시간의 적절한 사용 및 팀의 창의적 능력 개발. 수리 조직의 효과적인 형태는 인라인 생산으로 수리된 구성 요소와 부품이 사전 계산된 리듬으로 기술적 작업 순서에 따라 설정된 경로를 따라 이동합니다. 흐름 생산은 선진 기술, 종합 기계화, 진보적 노동 조직 형태의 광범위한 사용을 기반으로 하며 높은 경제 효율성을 가지고 있습니다. 수리 프로세스의 메커니즘 및 자동화와 밀접한 관련이 있습니다. 이러한 연결의 예는 TR-3에서 널리 사용되는 플로우 컨베이어 라인입니다. 이러한 라인을 사용하면 노동 생산성을 높이고 동일한 생산 지역의 생산량을 늘리며 작업 조건을 개선하고 수리 비용을 줄일 수 있습니다. TR-1 및 TR-2에서는 기계화 도구 및 장치가 장착된 기계화 마구간 및 작업장이 사용됩니다.
수리, 조립, 테스트에 대한 안전 지침.
전문 작업장과 부서를 포함하는 각 기관차 창고는 연결된 기관차 함대의 기술 개발 및 유지 관리를 보장하는 방식으로 개발되어야 합니다. 창고에서 TR-3을 생산하지 않으면 일반적으로 TR-1 및 TR-2 워크샵과 TO-3 워크샵을 조직합니다.
전문 부서 중에는 기계, 대장장이, 붓기, 전기 및 가스 용접, 금속 세공, 전기 기기, 집전체 수리, 배터리, 히치 하이킹 등이 있습니다. TR-3이 창고에서 수행되는 경우 나열된 것 외에도 부서, 전기 기계 바퀴 감속기 상점은 창고, 함침 및 건조 부서에서 구성됩니다. TO-2는 일반적으로 주 창고에서 멀리 떨어진 선형 지점에서 수행됩니다. 창고 작업장의 건물은 충분한 치수, 조명, 난방, 환기가 있어야 합니다. 작업장에는 리프팅 및 운송, 금속 절단, 단조, 구리 충전, 전기 용접 장비와 같은 필요한 장비가 갖춰져 있어야 합니다. TO-1은 전기 기관차가 선로에서 작동하는 동안 효율성, 청결 및 적절한 상태를 유지하는 것을 목표로 합니다. 전기 기관차를 인수하는 동안 기관차 승무원은 전기 기관차를 검사해야 합니다.
동시에 다음을 수행하십시오. 기계 부품을 검사하고 장치 요소가 올바르게 설치 및 고정되었는지, 고정 장치가 느슨해지지 않았는지, 마찰 표면에 윤활유가 있는지, 안전이 있는지 확인하십시오. 장치, 스프링 및 크래들 서스펜션 부품이 올바르게 조정되고 양호한 상태인지, 트랙션 모터 서스펜션 상태가 양호한지, 진동 댐퍼, 속도계 구동 장치, 액슬 박스 및 휠셋, 기어 하우징, 액슬 박스 및 레버 브레이크 시스템. 유압 댐퍼, 기어 하우징 및 볼 조인트의 윤활유 누출이 없는지 확인하십시오. 지붕에 올라가지 않고 지붕 장비를 검사하고 팬터그래프가 올라가거나 내려갈 때 올바르게 작동하는지 확인하십시오. 견인 모터 및 보조 기계의 상태를 확인하십시오. 사전 챔버, 흡입 장치, 팬을 검사하고 이물질을 제거하고 사전 챔버 도어를 단단히 닫습니다. 전기 회로가 견인 및 회복 작동 모드로 조립되었는지 확인하십시오. 캐비닛 BUVIP-113의 밀봉을 확인하십시오.
순환 차고에 봉인이 없는 것으로 판명되면 전기 기관차가 홈 차고에 도착할 때까지 전기 기관차를 작동할 수 있습니다. 트랙션 모드에 해당하는 회로를 조립하십시오. 운전자 콘솔의 킬로 전류계를 사용하여 트랙션 모터 전기자의 전류가 두 제어 장치에서 모두 네 가지 유형의 1 및 2 섹션 캐빈에서 제어될 때 부드럽게 증가하는지 확인하십시오. 회복 모드에 해당하는 회로를 조립하십시오. 두 컨트롤 유닛의 1, 2 섹션 캐빈에서 브레이크 레버를 돌릴 때 여자 전류가 부드럽게 상승하는지 확인하십시오. 참고 회복 모드에서만 나타나는 하나의 제어 장치가 오작동하는 경우 TO-2 유지 보수 전에 견인 모드에서 전기 기관차를 작동시킬 수 있습니다. 트랙션 모터의 전기자의 전류가 두 제어 장치의 첫 번째 및 두 번째 섹션의 캐빈에서 안티 스위치 온 모드에서 부드럽게 증가하는지 확인하십시오. 여자 방지 장치가 작동하는지 확인하십시오. 브레이크 레버를 사용하여 킬로미터 전류계의 여자 전류를 300-400A로 설정합니다. 운전자 컨트롤러의 핸들을 돌려 전기자 전류를 0에서 400A로 변경합니다. 반대 모드에서 여기 전류는 100 - 150A 감소해야 하며, 그 다음 원래 값으로 증가해야 합니다. 스포트라이트, 완충등 및 음향 신호, 앞유리 와이퍼의 작동을 확인하십시오. 모래의 존재와 모래 공급 장치의 작동. .
필요한 경우 샌드박스 저장소에 모래를 추가합니다. 견인 변압기에 오일이 있는지 확인하고 공압 시스템의 탱크, 수분 수집기 및 오일 분리기에서 응축수를 제거하고 계기 및 신호 램프의 판독 값이 올바른지 확인하십시오. 세면기 탱크에 물이 있는지 확인하고 필요한 경우 채우십시오. 도구, 액세서리, 보호 장비, 전기 기관차의 전기 및 공압 회로의 사진 회로의 가용성 및 서비스 가능성을 확인하십시오. 차체 내부와 외부 및 대차에 위치한 공압 시스템 파이프라인의 조인트 조임 상태를 확인하십시오. 지침 ТЦ/3549 MPS에 따라 제동 장비의 검사 및 유지보수를 수행하십시오. 전기 기관차의 인수 및 배송 중 및 라인 작업시 기계 부품 검사는 전기 기관차가 제동 된 상태에서 수행됩니다. 차고에서 전기 기관차를 인수할 때 기관차 승무원은 지불해야 합니다.
구성을위한 기관차를 방출하는 것이 금지 된 결함이 없다는 점에 특별한주의를 기울입니다. 전기 기관차가 인도되면 기관차 승무원은 관찰된 모든 오작동, 장비의 정상 작동과의 편차, 전기 및 공압 회로에 대해 기술 조건 일지에 자세히 기재해야 합니다. 인계 기관차 승무원은 모든 오작동 및 전기 기관차 장비의 비정상적인 작동 징후 및 비상 계획 사용에 대해 수령 승무원에게 알려야 합니다. 전기 기관차를 작동 상태로 유지하고 새로운 오작동을 적시에 감지하기 위해 기관차 승무원은 전기 기관차가 라인에서 작동 중일 때 다음을 수행해야합니다. 계기 판독 값을주의 깊게 모니터링하십시오. 견인 모터, 보조 기계, 장비, 전기 및 공압 회로의 작동을 제어합니다. 주기적으로, 작동 3-4시간마다 탱크, 수분 수집기 및 오일 분리기에서 응축수를 제거합니다. 기계 부품, 견인 모터, 보조 기계 및 전기 장비를 체계적으로 검사합니다. 정차 중 주기적으로 팬터그래프를 내린 상태에서 손바닥을 만져 액슬박스, 모터 축 및 앵커 베어링의 가열을 확인하십시오. 균질한 장비의 온도는 거의 같아야 하며 손바닥이 가열된 부품을 만지는 것을 쉽게 견딜 수 있어야 합니다. 급격한 온도 상승은 장비의 비정상적인 작동을 나타냅니다. 결함이 있는 견인 모터와 보조 전기 기계를 끕니다. 물이나 눈으로 베어링을 냉각하는 것은 허용되지 않습니다. 보조기계의 운전 또는 기동시 매니폴드의 과도한 발열, 소음, 진동, 스파크, 흑화 등의 현상이 발생한 경우, 감속 또는 급정지시에 이상이 있는 전동기의 전원을 차단하고 원인을 파악하여 원인을 파악하고 , 가능하면 오작동을 제거하십시오. 오작동이 제거될 때까지 엔진을 켜지 않아야 합니다. 연기, 기름 또는 고무 타는 냄새가 나는 경우 기차를 멈추고 팬터그래프를 낮추고 장비의 비정상적인 작동 징후가 나타나는 원인을 확인하고 제거하십시오. 배터리의 충전 모드와 전압을 모니터링하십시오. 동시에 최대 -10°C의 주변 온도에서 배전반의 7P 토글 스위치는 정상 충전 위치에 있어야 하고 -10°C 미만의 온도에서는 강화된 충전 위치에 있어야 합니다. . 배터리가 42V 미만의 전압으로 방전되지 않도록 하십시오. 방전 중에 배터리 용량이 크게 떨어지는 경우 이를 전기 기관차의 기술 상태 로그북에 기록하여 TO-2 유지 보수 중 결함 배터리를 식별합니다.
4 션트 작업.
기동은 반 비행의 조합입니다. 다음과 같은 주요 반비행이 있습니다.
1. 가감속
2. 일정한 속도로 가속-이동;
3. 관성에 의한 가속도 운동
4. 관성과 제동에 의한 가속-이동
5. 일정한 속도와 관성에 의한 가속-이동
6. 관성과 제동에 의한 일정한 속도로 가속-이동.
목적에 따라 기동은 다음과 같이 나뉩니다.
ü 기차 해체 - 목적에 따라 마차 분류;
ü 기차 형성 - 마차 분류 및 조립;
ü 동시 해산 및 형성 - 작업의 전체 또는 부분 조합;
ü 기차에서 마차의 연결 및 분리;
ü 화물 및 역의 다른 지점으로 마차 배달 및 청소;
ü 화물 기동 - 화물 전선 및 조립품을 따라 마차 배치;
ü 기타 - 기차 및 마차 그룹의 재배치, 다시 매달기, 선로에 고정 또는 당기기 등
역 작업의 가장 큰 부분은 기차의 해체-형성을 위한 기동입니다. 순회 작업은 역무원(소규모 역), 순로 파견원, 언덕이나 공원의 순찰관이 관리합니다. 그들 사이의 책임은 스테이션의 TRA에 의해 분배됩니다. 기동의 직접적인 집행자는 단락 팀(보조자와 기차 컴파일러가 있는 기관차 운전자)입니다.
배기 트랙에서 마차를 분류하는 두 가지 주요 방법인 업셋과 밀기가 사용됩니다.
속상하게도 그들은 주로 선로와 투표소의 경계 내에서 일합니다. 열차가 정차해야 할 장소에 도착하여 정차할 때의 기동순서입니다. 그런 다음 열차는 분할 화살표에 의해 당겨지고 다른 선로에 두 번째 절단을 두기 위해 다시 자리를 잡습니다.
이 방법은 매우 길며 특별한 주의가 필요한 마차로 기동할 때, 마차나 기차를 한 트랙에서 다른 트랙으로 재배열할 때, 밀고 난 후 마차를 트랙에 유지할 수 있는 조건이 제공되지 않을 때 사용됩니다.
미는 방법은 자동차 그룹을 분리한 후(컷어웨이) 경로가 트랙에서 이 그룹을 설정할 준비가 된 후 기관차가 급격히 가속 및 제동되며 커터가 관성에 의해 더 뒤따릅니다. 누를 때마다 분기열차가 분할 화살표 뒤로 돌아옵니다. 이것은 단일 푸시에서 기동이 수행되는 방식입니다. 직렬 푸시를 사용하면 회수 이동 없이 취한 분기 열차의 절단 수에 따라 일련의 연속 푸시가 수행됩니다. 직렬 푸시에 의한 기동은 주로 경사진 배기 트랙에서 수행됩니다. 컴포지션을 한 가지 방식으로 정렬하는 것이 항상 가능한 것은 아니라는 점에 유의해야 합니다. 주행 특성 및 마차의 적재, 트랙의 자유도에 따라 가장 유리한 방법이 선택됩니다. 철도 기술 운영 규칙에 따라 기동 중 속도.
기동 속도
· 60km/h- 자동 브레이크가 켜진 상태에서 뒤쪽에 마차가 연결된 단일 기관차 및 기관차의 자유 트랙을 따라가서 테스트할 때
· 40km/h- 후방에 마차가 부착된 기관차를 움직일 때와 자유 트랙에서 특수 자체 추진 철도 차량을 따라갈 때;
· 25km/h- 자유 트랙과 복구 및 소방차를 따라 마차를 앞으로 움직일 때;
· 15km/h-사람이 점유하는 왜건과 측면 및 하단 대형 4, 5, 6도의 대형화물로 운전할 때;
· 5km/h- 육포 기동 중, 왜건 절단기가 산기슭 공원의 다른 절단기에 접근할 때;
· 3km/h- 분기열차 또는 단일 기관차가 화차에 접근할 때.
5 안전
5.1 일반 요구 사항
작동을 위한 전기 기관차 준비에 대한 모든 작업은 안전 규칙에 따라 기관차 창고의 특수 훈련을 받은 직원이 수행해야 합니다. .
장치와 전기 기관차 작동 규칙을 알고 있는 기관차 승무원은 전기 기관차를 제어할 수 있어야 합니다. 전기 기관차의 유지 관리에 대한 모든 작업은 이 섹션에 명시된 요구 사항을 의무적으로 충족하여 수행해야 합니다.
전기 기관차는 접촉선 아래에서 작동하거나 외부에서 전압을 인가하면 전기 장비 및 기계에 전원이 공급됩니다. 터치 라이브 부품! 전압 값에 관계없이) 치명적일 수 있습니다! .
다음 안전 시험을 통과하지 못한 직원과 100V 이상의 전압을 사용하는 전기 설비에서 작업할 권리에 대한 적절한 인증서가 없는 직원이 전기 기관차에 대한 작업을 수행하는 것은 금지되어 있습니다. .
5.2 보호 조치 및 수단
전기 기관차의 집전체를 올린 상태에서 운전석 콘솔의 전기 장비 및 측정 기기의 충전부에 대한 서비스 요원의 접근을 배제하기 위해 VVK 입구, 집전체 리프팅, BV 켜기 및 기타 중요한 제어 장치가 수행되었습니다. 보조 기계 본체의 전기 기관차 본체에 접지도 제공됩니다. 전기 기관차에 장착된 보호 장비, 신호 부속품 및 도구는 용도에 맞게 사용하고 특별히 지정된 장소에 보관해야 합니다. 보호 장비에는 다음 테스트 날짜와 이 제품이 설계된 가치가 찍혀 있어야 합니다. 표시된 특징이 없거나 시험 기간이 만료된 보호 장비의 사용은 금지됩니다! 각 구역의 통로 복도 정문 옆에는 브레이크 슈를 보관할 수 있는 공간이 있습니다.
5.3 전기 기관차 장비 작업 시 안전 예방 조치
VVK를 입력해야 하는 경우 다음 절차를 따라야 합니다.
1) BV-1 및 BV-2를 끄고 운전실의 해당 스위치를 꺼서 팬터그래프를 내립니다. 전압계 판독값과 시각적으로 팬터그래프가 낮아지는지 확인하십시오.
2) KU 키로 스위치를 차단하고 제거합니다.
3) VVK 입구 오른쪽에 있는 지붕 접지 레버를 시계 방향으로 수평 위치로 이동합니다. .
4) VVK의 문을 엽니다.
움직이는 전기 기관차의 VVK에 들어가는 것은 금지되어 있습니다!
팬터그래프를 들어 올릴 필요가 있는 경우 다음 절차를 따라야 합니다.
ü VVK의 도어가 닫혀 있고 잠금 로드가 빠져 있는지 확인하십시오.
ü 압축 공기 공급 회로의 차단 밸브를 열어
집전 밸브;
ü KU 키를 캐빈의 스위치 블록에 설치하십시오.
스위치가 제어되고 잠금 해제됩니다.
ü 경고 신호를 보낸 후 팬터그래프를 올립니다.
ü 수동으로 켜고 고정하는 것은 엄격히 금지되어 있습니다.
집전 밸브의 온 상태뿐만 아니라
그들에게 직접 전압 공급(스위치 외에
및 잠금).
현재 수집가가 제기되면 엄격히 금지됩니다.
1. VVK의 문을 열어보십시오.
2. 지붕으로 올라가십시오.
3. 앞유리 하단 가장자리 위의 객실 외부 앞유리를 닦고 외부에서 다른 작업을 수행합니다.
4. 수집기 해치의 덮개를 제거하여 TED 및 보조 기계를 검사하고 베어링에 그리스를 채웁니다.
5. 운전자 콘솔의 계기판 덮개를 열고 신호 램프를 교체하십시오.
6. 출력 상자를 분해하고 보조 기계의 와이어 리드를 분리합니다.
7. 운전자 콘솔의 계기판 덮개를 열고 신호 램프를 교체하십시오.
8. 운전석과 조수석, 운전석 컨트롤러, 스위치 박스 및 기타 장비의 콘솔에서 덮개를 제거합니다.
9. 검사, 수리 또는 조정 작업을 수행
저전압 회로;
10. 기계 장비를 수리하십시오.
5.4 이동 중 문제 해결을 위한 안전 예방 조치
보조 기계의 TEM 및 전기 모터 검사와 오작동 식별 및 제거 작업은 전기 기관차가 완전히 정지하고 보조 기계가 회전을 멈춘 후 스위치를 사용하여 집전체를 내린 상태에서만 시작할 수 있습니다. 스위치 블록이 꺼지고 잠기며 역전 선택 핸들이 제거됩니다. 역전 선택 핸들과 스위치 박스의 키는 작업을 수행하는 작업자와 함께 있어야 합니다. 기관차 승무원 및 유지 보수 직원이 운전자 컨트롤러의 개인 뒤집을 수 있는 핸들을 가지고 사용하고 스위치 및 기타 장치의 키를 차단하고 이를 대체하는 장치를 사용하는 것은 엄격히 금지되어 있습니다! 접촉선의 전압을 제거한 후에 만 지붕으로 나갈 수 있습니다. 작업을 시작하기 전에 양쪽에 접지봉을 사용하여 후자를 접지하고 접지가 안정적인지 확인하십시오. .
50V 전압 제어 회로를 호출할 때 전기 장치의 코일에는 상당한 인덕턴스가 있음을 기억해야 합니다. 다양한 스위칭 및 회로 차단으로 인해 회로에 과전압이 나타나 현재 잠금 장치와 와이어 러그를 만질 때 사람에게 위험합니다.
AB 차단기를 분리한 후 제어 회로에서 퓨즈 또는 퓨즈를 교체하십시오. AB를 검사 할 때 닫힌 광원을 사용해야합니다 (성냥, 라이터, 횃불 등 사용 금지).
5.5 전기 기관차의 화재 안전.
화재를 진압하기 위해 전기 기관차에는 소방 장비가 장착되어 있습니다. 각 섹션에는 4개의 OU-5 이산화탄소 소화기(또는 OP-5 및 OP-10 분말 소화기)와 모래 버킷이 있습니다.
전기 기관차에 화재가 발생하면 기관차 승무원은 화재 경보를 울리고 가능하면 화재 진압에 편리한 장소에 기차를 멈추고 핸들과 컨트롤러 핸들을 0 위치로 설정하고 모든 버튼을 꺼야합니다 , 모든 보조 기계를 멈추고 팬터그래프를 내립니다.
이산화탄소, 분말 소화기 또는 물로 전기 기관차의 화재를 진압하는 것은 전압을 제거하고 접점 네트워크를 접지한 후에만 가능합니다. 전압을 제거할 수 없는 경우 기관차 승무원은 각별한 주의를 기울여 이산화탄소 소화기 또는 마른 모래로 화재를 진압해야 합니다. 타는 전선 및 전기 기구는 이산화탄소, 분말 소화기 또는 마른 모래로만 소화됩니다. 전기 기관차의 화재를 방지하려면 모든 청소 재료와 윤활유를 밀폐된 금속 상자에 보관해야 합니다. 제어 회로의 오작동을 제거하기 위해 단면적이 일반 회로 전선의 단면적보다 작은 전선에서 임시 점퍼를 사용하는 것은 금지되어 있습니다! 극단적 인 경우 두 세 번 병렬로 연결된 이러한 전선을 사용할 수 있습니다. 전기 기관차에 장착된 전선의 단면.
문학
1. V. A. 가재 기관차와 소련 철도의 자동차 철도 차량 1956-1965 m 운송 1966.
2.B. A. 국내 철도의 가재 기관차.
3. 국내 철도의 V. A. Rakov 기관차. 1956-1975, 엠 트랜스포트 1999
4. 철도의 전기 철도 차량의 견인 변속기 I.V. 비류코프, A.I. 벨랴예프, E.K. 리브니코프. 모스크바, 수송 1986.
5 DC 전기 기관차의 현재 수리 및 유지 보수, S.N. Kraskovskaya, E.E. Riedel, R.G. 거북이. 모스크바, 수송 1989.
6. 3.A. N. Petropavlov 전기 철도 차량 수리 기술, M. Transport 2002;
7. 철도의 전기 압연 창고 - V.K. 칼리닌
8. DC 전기 기관차의 건설 및 수리 - G. M. Liman
9. 전기 기관차 VL-8 B. A. Tushkanov
10. 전기 기관차 VL-8 - E.G. Nazarov
(V라디미르 엘에닌, 8 -축) - 트렁크전기 기관차 DC축식 2(2 0 +2 0 )에서 생산 1953년 ~ 1967년 .전기 기관차를 만든 이유는 직류 화물 전기 기관차가 없기 때문입니다. VL22 일을 하지 못했습니다.
이야기
경험이 풍부한 전기 기관차 H8
1952 년 NEVZ B.V. Suslov의 수석 디자이너의 지도하에 새로운 전기 기관차의 설계가 시작되었으며 1953 년 3 월 최초의 실험적인 8 축 전기 기관차 N8-001이 이미 제조되었습니다 (사진). 전기 회로의 구성표는 도면 OTN-354.001에 해당합니다. 시리즈 H8 의미: Novocherkassk, 8축.
전기 기관차에는 미국 디젤 기관차 DB에 사용된 것과 유사한 근본적으로 새로운 주철 보기가 사용되었습니다. 모든 차축 상자에는 구름 베어링이 장착되어 있습니다. 오버 액슬 코일 스프링과 판 스프링으로 구성된 스프링 서스펜션은 보기의 양쪽에서 균형을 이룹니다. 전기 기관차의 몸체는 처음으로 전환 플랫폼 없이 반 유선형으로 만들어졌습니다. 문은 몸의 측면에 위치했습니다.
불포화 자기 시스템을 갖춘 새로운 NB-406A 견인 모터는 전기 기관차용으로 재설계되어 더 넓은 범위의 회전 속도에서 최대 출력을 실현할 수 있었습니다. 클램프의 전압이 1500V인 이 TED는 470kW의 연속 전력과 525kW의 시간당 전력을 개발했습니다.

전기 기관차 H8 모델

슬라뱐스크 역 VL8
H8 섹션은 영구적으로 기계 및 전기적으로 상호 연결되었으며 수리 중에만 분리할 수 있었습니다. 모든 전원 회로는 두 섹션 모두에 공통적이어서 직렬 연결에서 8개의 TED 모두를 직렬 회로로 조립할 수 있었습니다. 전기 기관차에서는 모터 제너레이터의 질량을 줄이기 위해 여자기의 합성 방지를 사용한 회생 제동이 구현되었습니다.
도식적으로, 전기 기관차는 TED의 직렬, 직렬-병렬 및 병렬 연결과 여기 감쇠의 4단계 사용으로 이미 표준이 된 가변 저항 시동 방식을 가지고 있습니다. 그러나 대부분의 전기 장치와 모든 보조 기계는 더 높은 기술 수준에서 재 설계되었습니다. H8-001에서는 처음으로 새로운 2트랙 집전체 P-3이 사용되었습니다.
제어 계량의 결과는 지정된 매개변수와 관련하여 중량 매개변수의 초과를 보여주었습니다. 축의 하중은 프로젝트에 따라 22.5tf 대신 23.9tf에 도달했습니다. 1953-1954년 동안의 전기 기관차 테스트. Suram Pass 및 South Ural Railway의 Kropachevo - Zlatoust - Chelyabinsk 섹션(Zlatoust 창고 기반)은 VL22M보다 상당한 우월성을 보였습니다. H8-001은 40-45km / h의 속도에서 45-47tf의 접선 견인력을 오랫동안 실현했으며 경우에 따라 시동 중에 견인력이 54tf에 도달했습니다.
1955년에 002번부터 008번까지의 전기 기관차의 실험적인 배치가 제조되었습니다.
직렬 전기 기관차
1956년 Novocherkassk Electric Locomotive Plant에서 전기 기관차의 연속 생산이 시작되었습니다. 전기 기관차의 생산량을 늘리기 위해 트빌리시 전기 기관차 공장(TEVZ)을 생산 프로그램에 연결하기로 결정했습니다. 1957년 이 공장은 최초의 실험용 전기 기관차를 생산했으며 1958년에는 연속 생산이 시작되었습니다.
직렬 전기 기관차는 설계에서 실험 시리즈를 반복했지만 약간의 차이만 있었습니다.
1957년부터 VL8 전기 기관차의 차체와 대차는 Lugansk Diesel Locomotive Plant에서 제조되었습니다. H8 시리즈의 전기 기관차는 1963년 1월부터 VL8 시리즈로 지정되었습니다(사진). 전기 기관차는 1967년까지 건설되었습니다. 총 1723개의 전기 기관차가 생산되었으며 그 중 NEVZ는 430개의 전기 기관차를, TEVZ는 1293개의 전기 기관차를 제작했습니다.
1961년까지 그들은 3,500톤 무게의 기차를 40-42km/h의 속도로 9‰의 단일 드래프트로 운전할 수 있는 미국에서 가장 강력한 기관차였습니다.
전기 기관차는 100km/h의 속도로 8,000kg의 견인력을 낼 수 있습니다. 전기 기관차의 회생 제동은 12~100km/h에서 가능합니다. 전기 기관차의 연결 중량은 180톤입니다.
현대화

전기 기관차 VL8M-1202
전기 기관차 VL8-185, 186 및 187에서는 스프링 서스펜션 시스템에 고무 요소가 설치되어 흔들림이 감소하고 전기 기관차가 더 부드럽게 작동합니다. 그러나 이러한 요소는 만족스럽게 작동하지 않았으며 (압축되어 있음) 미래에는 전기 기관차에 장착되지 않았습니다.
아시다시피 단단한 판 스프링은 시트 사이의 큰 내부 마찰로 인해 일반 밸런서처럼 작동합니다. 더 부드러운 스프링 서스펜션은 Moscow Institute of Transport Engineers의 제안에 따라 테스트되었습니다. 1962 년 Zlatoust 창고에서 VL8-627 전기 기관차에서 스프링 서스펜션이 대차 프레임에 부착되는 지점에 추가 스프링이 설치되어 흔들림이 감소하고 기관차의 부드러움이 증가했습니다. 스프링 서스펜션의 수정된 설계로 인해 서스펜션의 빠른 국부적 마모가 관찰되었기 때문에 이 시스템은 더 이상 배포되지 않았습니다.
VL8-948 전기 기관차에서는 1968년 TsT MPS 설계 국의 프로젝트에 따라 두 번째 추가 본체 지지대가 설치되었고 정적 처짐이 100mm로 증가한 부드러운 스프링이 사용되었으며 저항 고무 충격 흡수 장치는 롤러 차축 상자에 설치되었습니다. 그러나 철도부 중앙연구소에서 실시한 시험에서 알 수 있듯이 이러한 변화로 전기기관차의 속도를 90km/h까지만 높일 수 있었다. 따라서 위의 변경 사항의 도입은 이후에 중단되었습니다.
VL8 전기 기관차의 주요 매개변수
1973년에 All-Union Scientific Research Diesel Locomotive Institute(VNIITI)는 VL8-321 전기 기관차의 스프링 서스펜션을 변경했습니다. 코일 스프링은 밸런서와 보기 프레임 사이에 설치되었고, 몸체 섹션에서 보기 프레임까지 4개의 스프링 지지대가 설치되었습니다. ; 동시에 스톱은 디젤 기관차 TE3의 차축 상자 유형의 차축 상자에 배치되었습니다. 스프링 서스펜션의 정적 편향은 122mm에 도달했습니다. 이 전기 기관차의 테스트는 긍정적인 결과를 제공했습니다. 즉, 트랙에 가해지는 충격 조건에서 최대 속도를 100km/h까지 증가시킬 수 있습니다. 이것은 VL8 전기 기관차의 스프링 서스펜션 현대화 작업 시작의 기초가되었습니다.
기간 1976-1985. 1990년대에 VL8 전기 기관차에는 리턴 장치가 장착되어 속도를 80km/h에서 90-100km/h로 높일 수 있었습니다. 이러한 전기 기관차는 VL8m이라는 명칭을 받았습니다.
70년대 중반부터 VL8 광전차는 여객 수송에 자주 사용되어 여객 열차를 운전하기 위해 일부 장치를 사용해야 했습니다. 그래서 VL8에는 "스위퍼"에 차량 간 난방 연결 및 EPT 소켓의 소켓과 케이블이 나타났습니다. 곡선으로 회전하고 보기 프레임에 단단히 고정된 "스위퍼"가 있기 때문에 열차의 히팅 케이블은 작동하지 않는 위치에서 "8자형"으로 꼬여 있어야 했습니다. 파손 또는 마찰. 프로필이 무거운 일부 섹션(예: 북부 백인 철도의 Goryachiy Klyuch - Tuapse)에서 그들은 이중 트랙션으로 VL8의 움직임을 연습하기 시작했습니다. 이를 위해 완충등 사이의 전면 시트에 전기 기관차 연결용 소켓을 설치했습니다. 우크라이나어 VL8에는 수리 중 이후 시리즈의 VL11 및 VL10에 설치된 것과 유사한 2색 버퍼 라이트가 설치되었습니다.
현재 VL8 시리즈의 전기기관차는 우크라이나, 아르메니아, 조지아, 아제르바이잔 철도에서만 운행되고 있으며, 러시아에서는 VL8이 TC Kavkazskaya에만 남아 작동하지 않는 상태입니다.기본자료건설연도
건설 국가
네브즈, 테브즈
총 건설
운영 국가
축 공식
기술 데이터 접점 네트워크의 전류 및 전압 유형
영구, 3kV
디자인 속도
TED의 시간당 파워
시계 모드 속도
TED의 지속적인 힘
연속 모드 속도
영구, 3kV
이야기
경험이 풍부한 전기 기관차 H8
제어 계량의 결과는 지정된 매개변수와 관련하여 중량 매개변수의 초과를 보여주었습니다. 축의 하중은 프로젝트에 따라 22.5tf 대신 23.9tf에 도달했습니다. 1953-1954년 동안의 전기 기관차 테스트. Suram Pass 및 South Ural Railway의 Kropachevo - Zlatoust - Chelyabinsk 섹션(Zlatoust 창고 기반)은 VL22M보다 상당한 우월성을 보였습니다. H8-001은 40-45km / h의 속도에서 45-47tf의 접선 견인력을 오랫동안 실현했으며 경우에 따라 시동 중에 견인력이 54tf에 도달했습니다.
VL8 전기 기관차의 주요 매개변수
| 매개변수 | 지표 |
|---|---|
| 축 공식 | 2o+2o+2o+2o |
| 작동 중량(밸러스트 포함) | 184톤 |
| 휠 세트 하중 | 23톤 |
| 자동 커플러의 축을 따른 길이 | 27520mm |
| 몸 너비 | 3105mm |
| 팬터그래프가 낮아진 높이 | 5100mm |
| TED의 시간당 파워 | 4200kW |
| TED의 지속적인 힘 | 3760kW |
| 구동 바퀴 직경 | 1200mm |
1973년에 All-Union Scientific Research Diesel Locomotive Institute(VNIITI)는 VL8-321 전기 기관차의 스프링 서스펜션을 변경했습니다. 코일 스프링은 밸런서와 보기 프레임 사이에 설치되었고, 몸체 섹션에서 보기 프레임까지 4개의 스프링 지지대가 설치되었습니다. ; 동시에 스톱은 디젤 기관차 TE3의 차축 상자 유형의 차축 상자에 배치되었습니다. 스프링 서스펜션의 정적 편향은 122mm에 도달했습니다. 이 전기 기관차의 테스트는 긍정적인 결과를 제공했습니다. 즉, 트랙에 가해지는 충격 조건에서 최대 속도를 100km/h까지 증가시킬 수 있습니다. 이것은 VL8 전기 기관차의 스프링 서스펜션 현대화 작업 시작의 기초가되었습니다.
기간 1976-1985. 1990년대에 VL8 전기 기관차에는 리턴 장치가 장착되어 속도를 80km/h에서 90-100km/h로 높일 수 있었습니다. 이러한 전기 기관차는 VL8m이라는 명칭을 받았습니다.
70년대 중반부터 VL8 광전차는 여객 수송에 자주 사용되어 여객 열차를 운전하기 위해 일부 장치를 사용해야 했습니다. 그래서 VL8에는 "스위퍼"에 차량 간 난방 연결 및 EPT 소켓의 소켓과 케이블이 나타났습니다. 곡선으로 회전하고 보기 프레임에 단단히 고정된 "스위퍼"가 있기 때문에 열차의 히팅 케이블은 작동하지 않는 위치에서 "8자형"으로 꼬여 있어야 했습니다. 파손 또는 마찰. 프로필이 무거운 일부 섹션(예: 북부 백인 철도의 Goryachiy Klyuch - Tuapse)에서 그들은 이중 트랙션으로 VL8의 움직임을 연습하기 시작했습니다. 이를 위해 완충등 사이의 전면 시트에 전기 기관차 연결용 소켓을 설치했습니다. 우크라이나어 VL8에는 수리 중 이후 시리즈의 VL11 및 VL10에 설치된 것과 유사한 2색 버퍼 라이트가 설치되었습니다.
현재 VL8계열의 전기기관차는 우크라이나, 아르메니아, 그루지야, 아제르바이잔 철도에서만 운행되고 있으며, 러시아에서는 Kavkazskaya TC에만 남아있던 VL8은 운행하지 않고 있다.
문학
- V. A. Rakov “소련 철도의 기관차 및 다중 장치 철도 차량.
1956-1965", M.: "수송", 1966
- V. A. Rakov “국내 철도 기관차. (1956-1975)", M.: "수송", 1999. ISBN 5-277-02012-8
노트
| 소비에트 연방과 포스트 소비에트 공간의 철도의 전기 기관차 | |
|---|---|
| 트렁크 |
DC 전기 기관차 씨 씨 - 1932-1934 | VL19 - 1932-1938 | PB21 - 1934 | 사우스캐롤라이나 - 1936-1938 | VL22 - 1938-1958 | VL8 - 1953-1967 | VL23 - 1956-1961 | CHS1 - 1957-1960 | CHS2 - 1958-1973 | CHS3 - 1961 | VL10 - 1961-1977 | VL12 - 1973, 1974 | CHS200 - 1974-1979 | VL11 - 1975-... | CHS6 - 1979-1981 | CHS7 - 1983-2000 | VL15 - 1984-1991 | DE1 - 1995-2008 | EP2K - 2006-… | 2ES4K - 2006-… | - 2007-… 2EL4 - 2008-… AC 전기 기관차OP22 - 1938 | VL61 - 1954-1957 | VL60 - 1957-1967 | 에프 - 1959-1960 | VL80 - 1961-1994 | VL62 - 1962-1963 | CHS4 - 1965-1972 | VL40 - 1966, 1969 | |