Dönmeyi öteleme hareketine dönüştürmenin gerekli olduğu mekanizmalarda kullanılırlar. Dönüştürücü işlevine ek olarak, bu iplik artan yüklere dayanabilir. Bu popüler bir iplik türüdür önemli düğümler mekanizmalar, makineler. Vidanın dönüşü vidanın doğrusal yönde hareket etmesine neden olduğunda, vidaları döndürürken bu dişin çalışma prensibini gözlemleyebilirsiniz. Hareketi dönüştürmek için uygulanan kuvvet profil açısına, diş adımına ve parça malzemesine bağlıdır.
Oyma ismi yamuğa benzemesinden kaynaklanmaktadır.
İletişim telefon numarası: Naber.
Trapez ipliğin ana özellikleri
Trapez şekli, diş profilinin açısı ile oluşturulur. Bu tipte profil açısı 15 ile 40 derece arasında değişebilmektedir.
Çalışma sürecinde iplikler aşırı sürtünmeye neden olabilir. Bu faktör profil açısına, yağlayıcının türüne ve kullanılan malzemeden etkilenir. Trapez dişlerdeki radyal boşluklar, dişin çapın ortasına yerleştirilmesiyle belirlenebilir.
Trapez ipliklerin üretimi oldukça basittir. Çoğu durumda profil açısı 30 dereceye ayarlanır. İpliğin kalitesi büyük ölçüde kullanılan iş parçasının yanı sıra malzemeye de bağlıdır.


Kesme yöntemleri trapez iplik
Bu tür oymacılığın üretimi iki kategoriye ayrılabilir: bir kesici ve üç kesici.
Örnek olarak aşağıdaki tanımı göz önünde bulundurun: Tr 26 × 4 LH – trapez diş, tek başlangıçlı, 26 çapında ve 4 adımlı, sol yönlü.
Ana standart olarak GOST 9484-81 kullanılmaktadır.
Makinelerdeki parçalar, mekanizmalar, cihazlar, aparatlar ve yapılar bir şekilde birbirine bağlıdır. Bu bağlantılar çeşitli işlevleri yerine getirir ve öncelikle iki türe ayrılır: hareketli ve sabit.
Sabit bağlantı, çalışma sırasında göreceli konumlarının değişmeden kalmasını sağlayan parçaların bağlantısıdır. Örneğin, kaynaklı, bağlantı elemanları kullanan bağlantılar vb. Hareketli bir bağlantı, parçaların çalışma durumunda nispeten hareket etme kabiliyetine sahip olduğu bir bağlantıdır. Örneğin dişli bağlantısı.
Sabit ve hareketli bağlantılar, bağlantının sökülme olasılığına bağlı olarak çıkarılabilir ve kalıcı olarak ayrılır.
Kalıcı bağlantı - parçaların veya bağlantı elemanlarının şekli bozulmadan ayrılamayan bir bağlantı. Örneğin kaynaklı, lehimli, perçinli bağlantı vb.
Ayrılabilir bağlantı, bağlanan parçaları veya sabitleme parçalarını deforme etmeden tekrar tekrar bağlantısı kesilip bağlanabilen bir bağlantıdır. Örneğin cıvata, vida, kama, anahtar, dişli vb. ile dişli bağlantı.
Bu makale, çeşitliliği günlük yaşamda sıklıkla karşılaşılan dişli bağlantıların bir incelemesine ayrılmıştır.
Dişli bağlantı - parçaları diş kullanarak bağlamak. Herkes oymanın ne olduğunu biliyor, herkes gördü. Pek çok kişi ipliklerin birbirinden farklı olduğunu da biliyor çünkü farklı boyutlar, adım vb. Ancak pek çok kişi bunun nasıl düzenlendiğinin farkında değil ve ayrıca yalnızca tanıdık metrik silindirik vida dişinin değil, aynı zamanda birçok başka türün de mevcut olduğunu biliyor.
1. İplik kavramı
İplik, düz bir konturun silindirik veya konik bir yüzey boyunca helisel hareketi ile oluşan bir yüzeydir, diğer bir deyişle bu yüzey üzerinde oluşan sabit adımlı bir spiraldir.
Şekil 1 - Konu
Amaçlarına göre, dişler sabitleme (sabit bir bağlantıda) ve hareketli veya kinematik (hareketli bir bağlantıda) olarak ikiye ayrılır. Çoğu zaman sabitleme dişlerinin ikinci bir işlevi vardır - dişli bağlantıyı sızdırmaz hale getirmek, sıkılığını sağlamak; bu tür dişlere sabitleme ve sızdırmazlık dişleri denir. Özel bir amacı olan özel iplikler de vardır.
İpliğin kesildiği yüzeyin şekline bağlı olarak silindirik veya konik olabilir.
Yüzeyin konumuna bağlı olarak, diş dış (çubuk üzerinde kesilmiş) veya iç (delikte kesilmiş) olabilir.
Profilin şekline göre üçgen, trapez, dikdörtgen, yuvarlak ve özel dişler mevcuttur.
Üçgen dişler metrik, boru, konik inç, trapez dişlere - trapez, itme ve güçlendirilmiş itme şeklinde bölünmüştür.
Hatve büyüklüğüne göre iplikler büyük, küçük ve özel olarak ayrılır.
Başlangıç sayısına bağlı olarak iş parçacıkları tek başlangıçlı ve çoklu başlangıçlı olarak ayrılır.
Helezonun yönüne bağlı olarak, sağ diş (iplik ipliği saat yönünde kesilir) ve sol diş (iplik ipliği saat yönünün tersine kesilir) arasında bir ayrım yapılır.
Şekil 2'de ipliklerin tüm sınıflandırması bir diyagram şeklinde sunulmaktadır:

Şekil 2 - Dişlerin sınıflandırılması
Yukarıdaki sınıflandırmaya ek olarak, tüm iplikler iki gruba ayrılır: standart ve standart olmayan; Standart iplikler için tüm parametreleri GOST'lar tarafından belirlenir. Ana iplik parametreleri GOST 11708-82 tarafından belirlenir. Bunlar sözde standart ipliklerdir genel amaçlı. Bunların yanı sıra özel iplik kavramı da bulunmaktadır. Özel dişler standart profilli ancak farklı dişlerdir. standart boyutlarçap veya diş adımı ve standart olmayan profile sahip dişler. Standart dışı iplikler - kare ve dikdörtgen - aşağıdakilere göre üretilmektedir: bireysel çizimler, üzerinde tüm iş parçacığı parametrelerinin belirtildiği. (Bölüm 5'te daha fazla ayrıntı. İş parçacığının operasyonel amacı ve uygulaması).
3. Profiller ve iplik parametreleri
Diş profilleri aşağıdaki özelliklerle karakterize edilir:
. metrik dişşöyle bir profili var eşkenar üçgen 60° tepe açısına sahip. İpliğin çıkıntıları ve vadileri körelmiştir (GOST 9150-2002).
Metrik dişler silindirik veya konik olabilir.

. Boru dişlisi tepe açısı 55° olan ikizkenar üçgen şeklinde bir profile sahiptir. Boru dişleri ayrıca silindirik veya konik olabilir.


. konik inç iplik eşkenar üçgen şeklinde bir profile sahiptir.

İnç konik diş
. yuvarlak iplik yarım daire şeklinde bir profile sahiptir.

. trapez iplik kenarlar arasında 30° açı yapan ikizkenar yamuk şeklinde bir profile sahiptir.

. kalıcı iş parçacığıÇalışma tarafının eğim açısı 3° ve çalışmayan tarafın eğim açısı 30° olan eşkenar olmayan bir yamuk profiline sahiptir.

. dikdörtgen iplik dikdörtgen şeklinde bir profile sahiptir. İş parçacığı standartlaştırılmamıştır.

Dikdörtgen standart dışı iplik
Konu parametreleri
İş parçacığının ana parametreleri şunlardır:
Diş çapı(d) ipliğin oluşturulacağı yüzeyin çapıdır.

Şekil 3 - Dış çap
Konu adımı(P) - dönme ekseninin bir tarafında aynı eksenel düzlemde yer alan, iplik profilinin en yakın özdeş taraflarının orta noktaları arasındaki iplik eksenine paralel bir çizgi boyunca mesafe (GOST 11708-82).
İplik vuruşu(Ph) - dişli parçanın devir başına bağıl eksenel hareketi (360°), nP çarpımına eşittir; burada n, diş başlangıçlarının sayısıdır. Tek başlangıçlı bir iş parçacığı için, kurşun adıma eşittir. Bir profilin hareketiyle oluşan ipliğe tek başlangıç; iki, üç veya daha fazla özdeş profilin hareketiyle oluşan ipliğe çoklu başlangıç (iki, üç başlangıç, vb.) adı verilir. Yani bir cıvata ve somun üzerinde aynı anda tek bir spiral değil, iki veya üç spiral kesilir. Çoklu başlangıçlı iplikler, karşılıklı dönüş sırasında parçaların konumunu açık bir şekilde konumlandırmak için genellikle yüksek hassasiyetli ekipmanlarda, örneğin fotoğraf ekipmanlarında kullanılır. Böyle bir iplik, uçtaki iki veya üç dönüş başlangıcıyla geleneksel bir iplikten ayırt edilebilir.

Şekil 4 - İplik adımı ve iplik ilerlemesi
İplik üç çapla karakterize edilir: dış d (D), iç d1 (D1) ve orta d2 (D2). Çaplar dış dişli d, d1 ve d2'yi ve delikteki iç dişleri - D, D1 ve D2'yi gösterir.

Şekil 5 - Diş çapları
- dış (nominal) çap d (D) - dış dişin üst kısımları (d) veya iç dişin (D) alt kısımları etrafında tanımlanan hayali bir silindirin çapı. Bu çap çoğu diş için belirleyicidir ve diş tanımına dahildir;
- ortalama çap d2(D2) - generatrisi iplik profiliyle kesişen, oluk ile kesişme noktasında oluşturulan bölümleri nominal diş adımının yarısına eşit olacak şekilde kesişen silindirin çapı;
- iç çap d1 (D1,), dış girintilere (d1,) veya iç dişin üst kısmına (D1) yazılan silindirin çapı.
Bir çizimde sarmal bir yüzey oluşturmak uzun ve zahmetli bir iştir. zor süreç bu nedenle, ürün çizimlerinde iplikler GOST 2.311-68'e uygun olarak geleneksel olarak gösterilir.Bir çubuk üzerinde iplikler, dış çap boyunca katı ana çizgilerle ve iç çap boyunca katı ince çizgilerle gösterilir.

Şekil 6 - Bir çubuk üzerindeki ve bir deliğin içindeki bir ipliğin görüntüsünün örneği
4. Diş tanımı
İplik tanımı genellikle şunları içerir: harf tanımı diş tipi ve nominal çap. Ek olarak, tanımlama, diş adımını (veya TPI - inç başına diş sayısını), çoklu başlangıçlı dişlerin başlangıç sayısını, diş deliğinin çapını, yönünü (sol, sağ) içerebilir.
Metrik diş- milimetre cinsinden adım ve temel diş parametreleriyle. 1 ila 600 mm arası nominal çaplarda ve 0,25 ila 6 mm arası hatvelerde yaygın olarak kullanılır. Metrik iplik ana sabitleme ipliğidir. Bu, çoğunlukla sağ yönlü, büyük veya küçük adımlı, tek başlangıçlı bir iş parçacığıdır. Metrik dişin tanımı M harfini ve dişin nominal çapını içerir ve büyük adım belirtilmez: M5; M56. İnce adımlı dişler için ayrıca M5×0,5 diş adımını belirtin; M56×2. Sonunda sembol sol taraftaki iplikler LH harfleriyle işaretlenmiştir, örneğin: М5LH; M56×2 Sol. Diş tanımı aynı zamanda doğruluk sınıfını da gösterir: M5-6g.

Örnek gösterim:
M 30 - dış çapı 30 mm ve geniş diş aralığına sahip metrik diş;
M 30×1,5 - dış çapı 30 mm, ince aralığı 1,5 mm olan metrik diş.
Her ne kadar metrik dişler contalı bağlantılarda yaygın kullanım alanı bulamamış olsa da standartlarda böyle bir olasılık yer almaktadır. Bunlar metrik konik ve silindirik dişlerdir.
Metrik konik iplik GOST 25229-82'ye (ST SEV 304-76) göre 1:16 koniklik ve 6 ila 60 mm nominal çap ile gerçekleştirilir. Kendinden sızdırmaz konik dişli bağlantıların yanı sıra GOST 9150-2002'ye göre nominal profile sahip dış konik dişlerin iç silindirik dişlere bağlanması için tasarlanmıştır. Metrik konik dişin tanımı, diş tipini (MK harfleri), dişin nominal çapını ve diş adımını içerir. Soldaki iplik sembolünün sonuna LH harfleri yerleştirilmiştir.
Örnek gösterim:
MK 30×2 LH - dış çapı 30 mm, diş aralığı 2 mm olan sol metrik konik diş.
Metrik silindirik diş (profilli)1,6 ila 200 mm arası nominal çapa ve 60°'lik uçta profil açısına sahip metrik dişlere (M) dayanmaktadır. Başlıca farkı, silindirik metrik dişlere dayalı dişli bağlantıya daha yüksek ısıya dayanıklılık ve yorulma özellikleri sağlayan, diş üzerinde artan kök yarıçapına (0,15011P'den 0,180424P'ye) sahip olan vidadadır. Metrik silindirik diş, MJ harfleriyle gösterilir, ardından milimetre cinsinden nominal diş çapının sayısal değeri, adımın sayısal değeri, ortalama çapın tolerans aralığı ve çıkıntıların çapının tolerans aralığı gelir.
Nominal çap ve adım eşleşiyorsa, dahili MJ dişi, harici M dişiyle uyumludur, yani böyle bir dişe sahip bir somuna normal bir metrik vida vidalanabilir.
Örnek gösterim:
MJ6×1-4h6h - 6 mm nominal çapa, 1 mm adıma, ortalama çap için 4 saat tolerans aralığına ve çıkıntıların çapı için 6 saat tolerans aralığına sahip şaft yüzeyindeki dış diş.
İnç dişler arasındaki farklar metrikten, dişin üst kısmındaki açı İngiliz standartları BSW (Ww) ve BSF için 55 derece veya Amerikan sisteminde (UNC ve UNF) 60 derece (metrik olarak) ve diş adımı şu şekilde hesaplanır: iplik uzunluğunun inç başına dönüş iplik sayısının oranı. Metrik ve inç dişleri birleştirmek mümkün değildir, bu nedenle metrik sistemin olduğu ülkelerde yalnızca inç boru dişleri kullanılır.
İnç dişler için, tüm diş parametreleri inç cinsinden ifade edilir (çoğunlukla sayısal değerden hemen sonra yerleştirilen çift vuruşla gösterilir, örneğin 3 "= 3 inç), diş adımı bir inçin kesirleri (inç = 2,54 cm) cinsinden ifade edilir. İnç boru dişleri için, inç cinsinden boyut, dişin boyutunu değil, borudaki koşullu açıklığı gösterirken, dış çap aslında önemli ölçüde daha büyüktür. Boru dişlerinin özel bir özelliği, imalat malzemesine ve boruların tasarlandığı çalışma basıncına bağlı olarak daha kalın veya daha ince olabilen boru duvarlarının kalınlığını dikkate almasıdır. Bu nedenle boru dişleri için inç standardı, dünya çapında metrik kurallara bir istisna olarak anlaşılmakta ve kabul edilmektedir.
Boru seçiminde önemli olan tek parametre inç diş çapları değildir. Dikkate alınması gerekenler: diş derinliği, diş adımı, dış ve iç çaplar, diş profili açısı. Bu durumda iplik adımının inç veya hatta milimetre cinsinden değil, iplik cinsinden hesaplandığını belirtmekte fayda var. İplik kesilmiş bir oluğu ifade eder. Bu nedenle hesaplama, bir inçlik ölçülen boru parçası üzerinde kaç tane oluk kesildiğine dayanmaktadır. Örneğin, sıradan su borularında yalnızca iki tür diş aralığı bulunur: 1,8 mm'lik bir metrik adıma karşılık gelen 14 diş ve 2,31 mm'lik bir metrik adıma karşılık gelen 11 diş.
Tablo 2, yukarıdaki dişlerin en yaygın boyutları için "metrik" dişlere göre "inç" ve "boru" silindirik dişler arasındaki temel farkları göstermektedir.

Mümkünse * işaretli konuların kullanılmaması gerekmektedir.
Doğal olarak çap ve hatve hesaplamasına yönelik bu tür benzersiz standartlar, gerekli değerlerin belirlenmesinde yalnızca kafa karışıklığına neden olur. Bu nedenle inç dişli boruların diş sayısını ve çapını belirlemek için tablolar geliştirilmiştir. Ayrıca herhangi bir ambalaj her zaman anlamını ve standardını belirtir. Ancak yine de veriler yaklaşık değerlerdir ve olası bir hatayı asla göz ardı etmemelisiniz.

*Beden belirlenirken 1. satırdaki değerler tercih edilmelidir.
Tepe açısı 55° olan ikizkenar üçgen şeklinde bir profile sahiptir, tepeler ve vadiler yuvarlatılmıştır (GOST 6357-81).

İplik sembolü G harfinden, nominal diş çapının inç cinsinden gösteriminden ve ortalama çapın doğruluk sınıfından oluşur. Sol dişler için tanım LH harfleriyle tamamlanmıştır.
Örnek gösterim:
G 1 1/2-A - 1 1/2" boyutunda silindirik boru dişi, doğruluk sınıfı A;
1/4-20 BSP - B.S.93 standardına (İngiltere) göre Whitworth boru silindirik diş.
silindirik boru dişinin profiline benzer bir profile sahiptir. Konik dişe (1:16 konik) sahip boruları GOST 6211-81 silindirik boru dişine sahip ürünlerle bağlamak mümkündür.

Diş tanımı, nominal çapın inç cinsinden boyutu olan R harflerinden oluşur. Rc tanımı boru konik iç dişleri için kullanılır. Sol iplik sembolü LH harfleriyle tamamlanmıştır.
Örnek gösterim:
R 1 1/2 - 1 1/2" boyutunda dış konik boru dişi;
R 1 1/2 LH - konik boru dişi, dış sol;
Rс 1/2 - iç konik boru dişi;
BSPT 1 1/2 - B.S.93 standardına (İngiltere) göre iç konik boru dişi.
60° profil açısıyla GOST 6111-52, konik bir yüzey üzerinde 1:16 koniklikle kesilir.

Tanımlama, K harfinden ve boru dişlerinde olduğu gibi bir lider çizgisinin rafına uygulanan boyut göstergesiyle birlikte inç cinsinden diş boyutundan oluşur. Örnek gösterim:
GOST 6111-52'ye göre K 3/4″. ANSI/ASME B 1.20.1'e (ABD) göre 3/8-18 NPT tanımı.
Hareket ve çabayı iletmeye yarar. Trapez dişin profili, kenarlar arasında 30°'lik bir açıya sahip ikizkenar yamuktur. Her çap için iplik, GOST 9484-81'e göre tek başlangıçlı veya çok başlangıçlı, sağ veya sol yönlü olabilir.
Tek başlangıçlı dişlerin ana boyutları, çapları, eğimleri ve toleransları GOST 24737-81, 24738-81, 9562-81'e göre standartlaştırılmıştır. Çoklu başlangıçlı iş parçacıkları için bu parametreler GOST 24739-81'de bulunur.
Tek başlangıçlı diş sembolü, nominal diş çapının değeri, adım ve tolerans aralığı olan Tr harflerinden oluşur.
Örnek gösterim:
Tr 40×6-8e - 6 mm adımlı 40 mm çapında trapez tek başlangıçlı dış diş; Tr 40×6-8e-85 - aynı makyaj uzunluğu 85 mm;
Tr 40×6LH-7Н - iç sol için aynı.
Konturun sayısal değeri, çoklu başlangıçlı bir iş parçacığının sembolüne eklenir:
Tr 20×8(P4)-8e - 20 mm çapında, 8 mm stroklu ve 4 mm adımlı trapezoidal çok başlangıçlı dış diş.
Eşit olmayan bir yamuk profiline sahiptir. Profil girintileri yuvarlatılmış olup her çap için üç farklı hatve bulunmaktadır. GOST 10177-82'ye göre büyük eksenel yüklerde hareketin iletilmesine hizmet eder.
İtme dişleri S harfleriyle gösterilir, ardından milimetre cinsinden ipliğin nominal çapını, diş adımını (bu diş çok başlangıçlıysa kurşun ve adım), diş yönünü (sağ diş için bunlar) gösterir. belirtilmemiştir, sol diş için LH harfleriyle ve diş doğruluk sınıfıyla gösterilirler.
Örnek gösterim:
S 80×10 - dış çapı 80 mm ve aralığı 10 mm olan tek başlangıçlı itme dişi;
S 80×20(P10) - dış çapı 80 mm, stroku 20 mm ve 10 mm adımlı çift başlangıçlı itme dişi.
Özel iplik standart profilli ancak standart olmayan adım veya çapa sahip olanlar şunu belirtir: Sp M40×1,5 - 6g.
Dikdörtgen iplik (kare). Dikdörtgen (veya kare) standart dışı profile sahip bir iplik, bu nedenle tüm boyutları çizimde belirtilmiştir. Ağır yüklü hareketli dişli bağlantıların hareketini iletmek için kullanılır. Tipik olarak ağırlık ve kurşun vidalar üzerinde gerçekleştirilir.
Aynı yarıçaptaki iki yayın birleştirilmesiyle elde edilen bir profile sahiptir. GOST 13536- 68, yuvarlak dişlerin profilini, temel boyutlarını ve toleranslarını tanımlar. Bu iplik, GOST 19681-94'e göre mikserlerin ve tuvalet musluklarının ve su musluklarının valf milleri için kullanılır. Yalnızca d = 7 mm çap ve P = 2,54 mm adım vardır.
Örnek gösterim:
Kr 7×2,54 GOST 13536-68, burada 2,54 mm cinsinden diş adımıdır, 12 mm cinsinden nominal diş çapıdır.
Benzer bir profil, ST SEV 3293-81'e göre yuvarlak bir dişe sahiptir (ancak 8...200 mm çaplar için), doğrudan şu şekilde uygulamaya konur: Eyalet standardı. İplik, vinç kancalarının yanı sıra agresif ortamlara maruz kalan ortamlarda da kullanılır.
Örnek gösterim:
Rd 16 - dış çapı 16 mm olan yuvarlak iplik; Rd 16LH - 16 mm çapında yuvarlak diş, sol.
5. İpliğin çalışma amacı ve uygulaması
Dişli bağlantılar makine mühendisliğinde yaygındır (çoğu modern makinede tüm parçaların %60'ından fazlasında dişli vardır). İplikler operasyonel amaçlarına göre sınıflandırılır. Genel kullanım ve belirli bir mekanizmanın bir tür parçasını bağlamak için tasarlanmış özel olanlar. İlk grup konuları içerir:
1.) Sabitleme- metrik, inç, makine parçalarının sökülebilir bağlantısı için kullanılır. Bunların asıl amacı tam ve eksiksiz olmasını sağlamaktır. güvenilir bağlantı ayrıntılar şurada çeşitli yükler ve farklı sıcaklık koşulları uzun süreli çalışma sırasında.
2.) Çalışan dişli veya kinematik - yamuk ve dikdörtgen, kurşun vidalar, makine destek vidaları ve masalar için kullanılır ölçüm aletleri vb. Ana amaçları, en az sürtünmeyle doğru hareketi sağlamak ve dikdörtgen dişler için uygulanan kuvvetin etkisi altında kendiliğinden gevşemeyi önlemektir; İtme (preslerde ve krikolarda) ve yuvarlak, dönme hareketini doğrusal harekete dönüştürmek için tasarlanmıştır. Nispeten düşük hızlarda büyük kuvvetleri algılarlar. Ana amaçları düzgün dönüş ve yüksek yük kapasitesi sağlamaktır (hassas mikrometrik aletler için yüksek hassasiyetli metrik dişler kullanılır). Yuvarlak dişler, GOST 20275-74'e göre su musluklarında ve GOST 19681-94'e (Sıhhi su armatürleri) göre mikserler, musluklar, vanalar, miller gibi elemanlarda yaygın olarak kullanılmaktadır.
3.) Sabitleme ve sızdırmazlık (Boru ve bağlantı parçaları) - boru silindirik ve konik, metrik inç ve boru hatları ve bağlantı parçaları için kullanılan konik, temel amaçları düşük basınçlarda bağlantıların (şok yükleri hesaba katmadan) sıkılığını sağlamaktır.
GOST 6357-81'e uygun silindirik boru dişleri, su ve gaz borularında, bunların bağlantı parçaları (kaplinler, dirsekler, haçlar vb.) boru hattı bağlantı parçaları(vanalar, vanalar vb.).
GOST 6211-81'e uygun konik boru dişleri, yüksek basınç ve sıcaklıklardaki boru bağlantılarında (vanalarda ve gaz silindirleri) bağlantının daha sıkı olması gerektiğinde.
İkinci gruba düştü, özel ipliközel bir amacı vardır ve belirli uzmanlaşmış endüstrilerde kullanılır. Bunlar aşağıdakileri içerir:
1.) metrik sıkı iplik- en büyük maksimum boyutlara göre çubuk üzerinde (pim üzerinde) ve delikte (yuvada) yapılan dişler; sıkı geçmeli dişli bağlantılar oluşturmak için tasarlanmıştır.
2.) boşluklu metrik diş- çalışan parçaların dişli bağlantılarının kolay vidalanmasını ve sökülmesini sağlamak için gerekli diş yüksek sıcaklıklarİplik yüzeyini kaplayan oksit filmlerin sertleşmesi (birleşmesi) için koşullar yaratıldığında.
3.) saat iş parçacığı (metrik)- saat endüstrisinde kullanılan iplik (0,25 ila 0,9 mm arası çaplar).
4.) mikroskoplar için iplik- tüpü merceğe bağlamak için tasarlanmış iplik; iki boyutu vardır:
4,1) inç - çap 4/5"" (20,270 mm) ve aralık 0,705 mm (1"" başına 36 diş);
4.2) metrik - çap 27 mm, aralık 0,75 mm;
5) oküler çoklu başlangıç ipliği- optik aletler için önerilir; diş profili - 60° açılı eşkenar yamuk.
Dişler için operasyonel gereksinimler dişli bağlantının amacına bağlıdır. Bağlantıların performansını korurken bağımsız olarak üretilen dişli parçaları ayarlamadan dayanıklılık ve vidalanabilirlik gereklilikleri tüm dişlerde ortaktır. Operasyonel amaçlarına göre kullanılan ana konuları kısaca özetlemek gerekirse, aşağıdaki tabloda görüntülenebilirler:

6. İplik boyutunun belirlenmesi
Kural olarak, farklı bağlantı parçaları üzerindeki iplikler benzer görünür, bu da iplik tipinin görsel olarak belirlenmesini zorlaştırır. Bağlantı elemanlarındaki diş, ana parametrelerin bir diş mastarı ve kumpasla ölçülmesi ve elde edilen sonuçların iplik tablosuyla karşılaştırılması yoluyla belirlenir.

Şekil 7 - İplik parametrelerinin ölçülmesi
İki tür diş mastarı vardır: M 60o damgalı - profil açısı 60o olan metrik dişler için ve D 55o damgalı - profil açısı 55o olan inç ve boru dişleri için. Metrik dişler için her iplik ölçüm tarağının üzerinde, inç ve boru dişleri için diş adımını mm cinsinden belirten bir sayı damgalanmıştır - 25,4 mm (1" = 25,4 mm) uzunluk üzerindeki adım sayısı.
7. İplik kesme yöntemleri
İplik yapmanın ana yöntemleri şunlardır:
- torna tezgahlarında kesiciler ve taraklarla kesmek;
- diş kesme kafalarını kullanarak kalıplarla kılavuz çekme;
- düz veya yuvarlak haddeleme kalıpları kullanılarak soğuk ve sıcak haddeleme;
- özel diş kesiciler kullanarak frezeleme;
- aşındırıcı tekerleklerle taşlama.
İplik üretim yönteminin seçimi, üretim tipine, dişin boyutlarına, iş parçası malzemesinin doğruluğuna vb. bağlıdır.

Şekil 8 - Diş açma aracı
1. Kesicilerle diş kesme. İplik kesicilerin ve tarakların kullanılması tornalama-vida-kesme makineler hem dış hem de iç dişleri keser (12 mm ve üzeri çaptan başlayan iç dişler). Kesicilerle diş kesme yöntemi nispeten düşük verimlilik ile karakterize edilir, bu nedenle şu anda esas olarak küçük ölçekli ve bireysel üretimin yanı sıra hassas vidaların, kurşun vida kalibratörlerinin vb. oluşturulmasında kullanılmaktadır. Bu yöntemin avantajı onun basitliği mi kesici alet ve karşılaştırmalı olarak yüksek doğruluk sonuçta ortaya çıkan iş parçacığı.
2. Kalıplar ve kılavuzlarla diş kesme. Kendilerine göre ölürler Tasarım özellikleri yuvarlak ve sürgülü olarak bölünmüştür. Montaj temini ve diğer işlerde kullanılan yuvarlak kalıplar, çapı 52 mm'ye kadar olan dış dişlerin tek geçişte kesilmesi için tasarlanmıştır. Daha büyük dişler için, aslında yalnızca ipliğin diğer aletlerle önceden kesilmesinden sonra temizlenmesine hizmet eden özel tasarımlı kalıplar kullanılır. Kayar kalıplar, kesme işlemi sırasında kademeli olarak birbirine yaklaşan iki yarımdan oluşur. Musluk, uzunlamasına düz veya sarmal oyuklarla bölünmüş dişli bir çelik çubuktur. kesici kenarlar. Aynı oluklar talaşların serbest bırakılmasına hizmet eder. Uygulama yöntemine göre musluklar manuel ve makineye ayrılır.
3. İplik haddeleme. Temel endüstriyel yöntemŞu anda iplik üretimi, özel iplik haddeleme makinelerinde haddelemeyi içermektedir. Parça bir mengeneye sıkıştırılmıştır. Bu durumda yüksek verimlilikle elde etmek mümkündür. Yüksek kaliteürünler (şekil, boyut ve yüzey pürüzlülüğü). Diş açma işlemi, iş parçasının yüzeyindeki plastik deformasyondan dolayı talaşları çıkarmadan parçanın yüzeyinde bir diş oluşturmayı içerir. Şematik olarak şuna benziyor. Parça, dişli bir profile sahip iki düz kalıp veya silindirik merdane arasında yuvarlanır ve aynı profildeki bir diş, çubuğun üzerine ekstrüde edilir. Haddelenmiş ipliğin en büyük çapı 25 mm, en küçüğü 1 mm'dir; haddelenmiş ipliğin uzunluğu 60...80 mm.
4. İplik frezeleme. Dış ve iç dişlerin frezelenmesi özel diş frezeleme makinelerinde gerçekleştirilir. Bu durumda, döner bir tarak kesici radyal olarak beslendiğinde parçanın gövdesini keser ve yüzeyinde dişleri frezeler. Periyodik olarak, parçanın bir dönüşü sırasında parçanın veya kesicinin özel bir fotokopi makinesinden eksenel hareketi, diş adımına eşit miktarda meydana gelir.
5. Hassas dişlerin taşlanması. Diş oluşturma yöntemi olarak taşlama, esas olarak dişli tapalar, mastarlar, diş makaraları vb. gibi nispeten kısa dişli parçalar üzerinde hassas dişler elde etmek için kullanılır. Sürecin özü, öğütme tekerleği Parçaya, hızlı dönüşle dişin yükselme açısında konumlandırılmış ve parçanın eksen boyunca ilerlemeyle eşzamanlı olarak yavaş dönmesiyle, bir devirde diş adımının değeri ile parçanın yüzeyinin bir kısmını keser (taşlar). parça. Makinenin tasarımına ve diğer bazı faktörlere bağlı olarak iplik iki ila dört veya daha fazla geçişte taşlanır.
8. Yabancı iplik türleri
Dünyada Büyük Britanya (BS), Almanya (DIN), Fransa (NF), Japonya (JIS), ABD (UNC) gibi ülkelerden birçok hak edilmiş, saygın standart kullanılmaktadır. Farklılıklarının ana nedenleri geleneksel olarak farklı sistemler iplik boyutlarını belirlemek için önlemler ve yöntemler Farklı ülkeler iplikler için özel uygulamaların yanı sıra. Bununla birlikte, geçtiğimiz yüzyılda, ISO - Uluslararası Standardizasyon Örgütü (Uluslararası Standardizasyon Örgütü) metrik standardı, dünyadaki konumunu güçlü bir şekilde kurmuş ve bu da teknik uzmanların karşılıklı anlayışına katkıda bulunmuştur.
En yaygın yabancı iş parçacığı türleri şunlardır:
- Metrik ISO
- Whitworth Konusu
- Trapez iplik
- Yuvarlak iplik
- İtme ipliği
Yukarıdaki özet tablo, yirmiden fazla iplik tipinin (genel mühendislik petrol ve gaz çeşitleri) uyumluluğunu açıklar ve bu alanı düzenleyen yerli ve yabancı düzenleyici ve teknik belgelere atıfta bulunur. 




Yukarıdaki Tablo 8 yalnızca bolluğa ilişkin genel bir fikir verdiğinden farklı şekiller bunları düzenleyen konular ve belgeler ve büyük miktarda veri, yerli ve yabancı standartların konularını tam olarak karşılaştırmamıza ve karşılaştırmamıza izin vermiyor; örnek olarak uyumu ele alalım çeşitli türler Genel makine mühendisliğinde en sık bulunan üçgen diş.

ve onlar için kaplinler. Teknik özellikler"
OST NKTP 1260 “55 derecelik profil açısına sahip inç diş”
Diş profili, kenarlar arasında 30° açı yapan ikizkenar yamuk şeklindedir (Şekil 3, c). Trapez dişler tek başlangıçlı veya çoklu başlangıçlı, sağ yönlü veya sol yönlü olabilir.
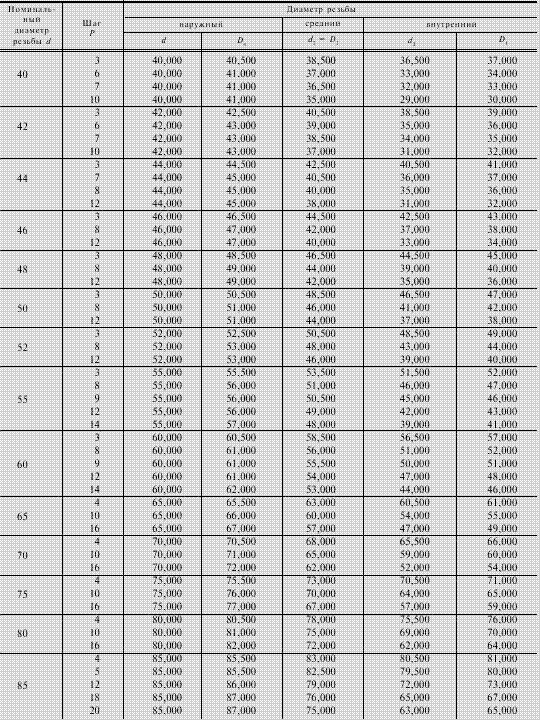
12 ila 50 mm çap aralığındaki tek başlangıçlı trapez dişlerin çapları ve dişlerin diş çapları tabloda verilmiştir. 2. Çoklu başlangıç dişleri için aynı boyutlar ve başlangıç sayısı tabloda verilmiştir. 3.
Diş tanımlamalarına örnekler:
36 mm nominal çapa ve 6 mm adıma sahip trapez ön giriş:
TgZbhb; aynı, sol taraftaki iplik:
TG 36x6 LH;
trapezoidal, üç yollu, nominal çapı 40 mm, aralığı 3 mm ve stroku 9 mm:
Tg 40 X 9 (RZ)
Çizimdeki iplik tanımlamalarının örnekleri Şekil 2'de gösterilmektedir. 5. en
Tablo 2. GOST 24738 81, mm'ye göre trapez tek başlangıçlı dişlerin çapları ve eğimleri
| Çap d | sıra | - | - | -" | - | - | ||||||
| - | - | - | - | - ■ | 30, | |||||||
| adım | P | |||||||||||
| R* | 3;8 | 3;8 | 3;8 | 3;8 | 3; 10 | |||||||
| Çap d | sıra | - | - | - - | ||||||||
| - | - | - | - | - | ||||||||
| adım | R | 8, | ||||||||||
| R* | 3; 10 | 3;10 | 3;10 | 3;10 | 3;10 | 3;10 | 3;12 | 3;12 | 3;12 | 3; 12 |
Not: 1. İplik seçerken ilk sıra ikinciye tercih edilmelidir;
2. Tercih edilen adımlar * ile belirtilmiştir.
Tablo 3. GOST 24739 81, mm'ye göre trapez çok başlangıçlı dişin ana boyutları
| D | Konu adımı | Başlangıç sayısında iplik vuruşu | ||||
| Satır1 | 2. sıra | R | R* | |||
| (8) | ||||||
| - | - | |||||
| - | - | |||||
| - | - | |||||
| ,-. - | - | (16) | (20) | |||
| - | - | |||||
| - | (20) | |||||
| _ | - | |||||
| - | (24) | |||||
| - | - | |||||
| - | (24) | |||||
| - | - | |||||
| - | (21) | (28) | ||||
| - | - | |||||
| _- | (28) | |||||
| ■ - | - | |||||
| - | (32) | |||||
| (24) | (36) | (48) | ||||
| - | - | |||||
| - | (32) | |||||
| - | (24) | (36) | (48) |
Not: Kontur değeri parantez içine alınmış dişlerin boşluk açısı 10°'den büyüktür.
İş parçacığı kalıcıdır.
Dişin asıl amacı, örneğin krikolarda, preslerde vb. gibi eksenel yükü bir vida aracılığıyla tek yönde iletmektir. İplik profili eşit olmayan bir yamuktur (Şekil 3, d).
: > v Çap aralığı 16 ile 42 mm arasında olan itme dişlerinin çapları ve hatveleri tabloda verilmiştir. 4.
İplik tanımlamalarına örnekler: "
32 mm çapında ve 6 mm adımlı tek iplikli sağa doğru itme:
aynı, sol taraftaki iplik:
S32x6LH.Çizimde iplik, Şekil 2'de gösterildiği gibi gösterilmiştir. 6.
Pirinç. 6
Tablo 4. GOST 10177 82, mm'ye göre baskı dişlerinin çapları ve eğimleri.
| Çap D | Adım | ||
| Satır1 | 2. sıra | R* | R |
| - | |||
| - | |||
| - | 3;8 | ||
| - | 3;8 | ||
| - | 3;8 | ||
| - | 3;8 | ||
| - | 3;10 | ||
| - | 3;10 | ||
| - | 3;10 | ||
| - | 3;10 | ||
| - | 3;10 | ||
| - | 3;10 |
Not^. İplik çaplarını seçerken ikinci sıra yerine ilk sıra tercih edilmelidir.
Yeni tasarımlar geliştirirken tercih edilen adımlar.
Boru silindirik diş.
Bu konu şuralarda kullanılır: silindirik bağlantılar iç silindirik dişlerin dış konik dişlerle boruları ve bağlantıları.
Profil (Şekil 3, b) ve ana boyutlar GOST 6357 81 tarafından belirlenmiştir. Silindirik boru dişlerinin ana boyutlarının değerleri tabloda verilmiştir. 5.
Boru dişinin tanımı (Şekil 7, a, b), G harfinden ve inç cinsinden diş boyutundan oluşur, örneğin:
Bu atama şartlıdır, çünkü dişin çapını değil borudaki deliğin çapını belirtir (nominal çap) DN belirli bir duvar kalınlığında). Boru dişinin dış çapı çizimde belirtilenden daha büyük olacaktır. Örneğin, atama G1 karşılık gelir Boru dişlisi bir dış çapa sahip d=33.25mİç çapı 1" (25,4 mm) olan borular için tasarlanmıştır.
Aynı çapta boru silindirik dişi (nominal çap) DN) farklı et kalınlıklarına sahip borularda ve hatta sağlam bir çubuk üzerinde gerçekleştirilebilir.
Pirinç. 7. Silindirik ve konik boru dişlerine ilişkin semboller: a) silindirik boru dişi G 1 1/2;
b) aynı boyutta iplik, iç, sol; c) dış boru konik dişi; d) iç boru konik
Tablo 5. Silindirik boru dişlerinin ana boyutları
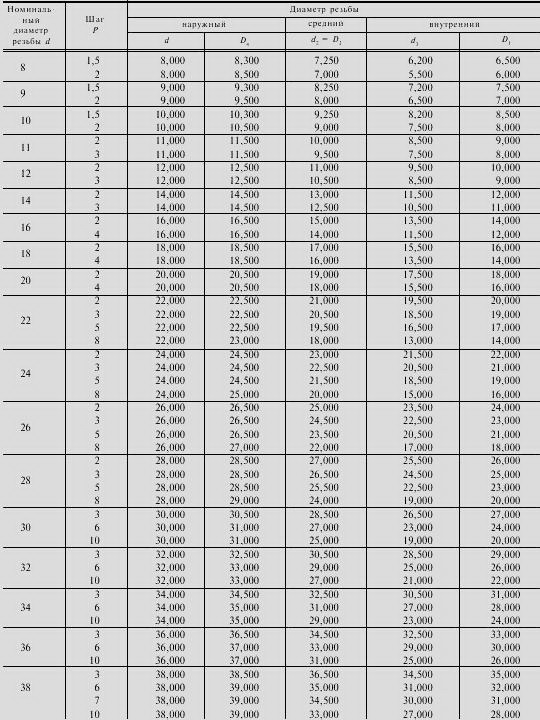
GOST 9484 – 81
Trapez iplik 30° açılı bir profile sahiptir. Konu adımı milimetre cinsinden ölçülür.
Trapez iplik Dönme hareketini öteleme hareketine dönüştürmek için makine ünitelerinde kullanılır; örneğin: makine kurşun vidaları, güç vidaları, kaldırma vidaları vb. Bu tip dişler önemli yüklere dayanabilir.
Trapez iplik harflerle gösterilen TR- İngilizce yamuk:
- TR 28×5- çap 28 mm aralık 5 mm
- TR 28 × 5 Sol- çap 28 mm aralık 5 mm sol diş
- TR 20×8 (P4)- çap 20 mm, adım 4 mm ve strok 8 mm çoklu başlangıçlı diş
- Tr 20 × 8 (P4) Sol- çap 20 mm, adım 4 mm ve strok 8 mm çoklu başlangıçlı sol diş
D– dış dişin dış çapı (vida)
D– iç dişin (somunun) dış çapı
gün 2– dış dişin ortalama çapı
2– iç dişin ortalama çapı
gün 1– dış dişin iç çapı
1– iç dişin iç çapı
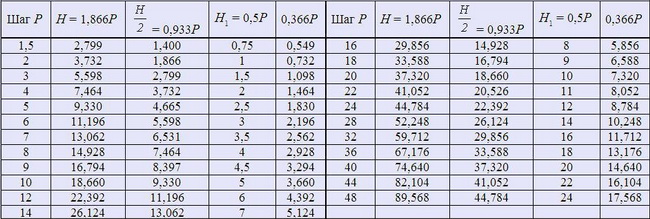
P– iplik adımı
H– orijinal üçgenin yüksekliği
H 1– profilin çalışma yüksekliği
| Trapez iplik | |||
| Diş çapları d | Adım | ||
|---|---|---|---|
| 1. sıra | 2. sıra | ||
| 10 | 1.5; 2 | ||
| 11 | 2 ; 3 | ||
| 12 | 2; 3 | ||
| 14 | 2; 3 | ||
| 16 | 2; 4 | ||
| 18 | 2; 4 | ||
| 20 | 2; 4 | ||
| 22 | 3; 5 ; 8 | ||
| 24 | 3; 5 ; 8 | ||
| 26 | 3; 5 ; 8 | ||
| 28 | 3; 5 ; 8 | ||
| 30 | 3; 6 ; 10 | ||
| 32 | 3; 6 ; 10 | ||
| 34 | 3; 6 ; 10 | ||
| 36 | 3; 6 ; 10 | ||
| 38 | 3; 7 ; 10 | ||
| 40 | 3; 7 ; 10 | ||
| 42 | 3; 7 ; 10 | ||
| 44 | 3; 7 ; 12 | ||
| 46 | 3; 8 ; 12 | ||
| 48 | 3; 8 ; 12 | ||
| 50 | 3; 8 ; 12 | ||
| 52 | 3; 8 ; 12 | ||
| 55 | 3; 9 ; 14 | ||
| 60 | 3; 9 ; 14 | ||
| 65 | 4; 10 ; 16 | ||
| 70 | 4; 10 ; 16 | ||
| 75 | 4; 10 ; 16 | ||
| 80 | 4; 10 ; 16 | ||
| 85 | 4; 12 ; 18 | ||
| 90 | 4; 12 ; 18 | ||
| 95 | 4; 12 ; 18 | ||
| 100 | 4; 12 ; 20 | ||
| 110 | 4; 12 ; 20 | ||
| 1. Konu seçerken ilk sıraya öncelik verilir. 2. Renkli olarak vurgulanan iplik adımı tercih edilir. |
|||
Birçok makine, ekipman ve mekanizmanın sürücülerinin işleyişi, dönme hareketinin öteleme hareketine dönüşmesi gibi bir sürece dayanmaktadır. Bu prensip, örneğin ölçüm makineleri ve ekipmanlarının tahrikleri, kapılar ve vanalar için kontrol sistemleri, tarama masaları, robotlar ve takım tezgahları için geçerlidir.
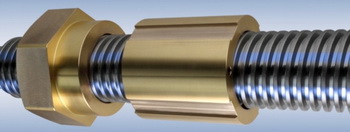
Bir parçanın dönüşünü başka bir parçanın öteleme hareketine etkili bir şekilde dönüştürmek için çoğunlukla bir çift vida ve somun kullanılır. Bu tür dişliler genel makine yapımı uygulamalarına sahip ürünlerdir ve ekipmanın performansının, işlevselliğinin ve güvenilirliğinin büyük ölçüde ne kadar iyi tasarlandıkları ve üretildiklerine bağlı olduğu unutulmamalıdır. bileşenler ki bunlar.
Vidalı-somunlu şanzımanların kavrama düzgünlüğü arttırılmış olduğundan, çalışma sırasında neredeyse tamamen sessizdirler. Tasarımları nispeten basittir ve şüphesiz avantajlarından biri, kullanımlarının güçte önemli kazanımlara olanak sağlamasıdır. İle genel olarak, vidalı somunlu şanzıman teknik nokta Görüş açısından geleneksel dişli bağlantılardan farklı değildirler ancak hareketi iletmek için kullanıldıkları için iplikteki sürtünme kuvveti minimum olacak şekilde yapılmışlardır.

Prensip olarak bu, dikdörtgen bir iplik kullanılarak elde edilebilir, ancak aynı zamanda dezavantajları da vardır. Örneğin standart diş açma makinelerinde kesilemez ve trapez dişlere göre çok daha düşük mukavemete sahiptir. Bu faktörler, vidalı somunlu şanzımanlarda dikdörtgen dişlerin oldukça nadir kullanılmasına yol açmaktadır. Bunlar arasında en yaygın olanı trapez iplik, büyük, orta ve ince adımlı ve kalıcı dişe sahip.
Çoğu zaman vidalı somun dişlilerinde bulabilirsiniz trapez iplik, ortalama bir adıma sahip. Küçük hareketlerin sağlanması gerektiğinde küçük adımlarla ve cihaz zor koşullarda çalıştırıldığında büyük adımlarla kullanılır. Ayrıca profil özellikleri sayesinde, trapez iplik ters hareket gerektiren mekanizmalarda başarıyla kullanılabilir. Bu tür iplikler tek veya çoklu başlangıçlı, sağ yönlü veya sol yönlü olabilir.
Vida-somun aktarımında kullanılan malzemelerVidalı somunlu şanzımanlarda kullanılan malzemeler için temel gereksinimler aşınma direnci, sağlamlık ve iyi işlenebilirliktir. Sertleştirilmemiş vidalar ise çelikten yapılmıştır. A50, St50 Ve St45 sertleşmeye maruz kalanlar ise çeliklerden yapılmıştır. 40ХГ, 40X, U65, U10. Somunlar genellikle bronzdan yapılır BroTsS-6-6-3 veya Brofyu-1.
Profiller ve diş boyutları
(GOST 9484-81)Standart trapez dişlere uygulanır ve elemanlarının profillerini ve boyutlarını belirler.
ANA PROFİL
Nominal çapı 20 mm, adımı 4 mm ve ortalama çap toleransı 7e olan trapezoidal tek başlangıçlı diş için bir sembol örneği:
Tg 20 x 4 -7e
NOMİNAL PROFİLLER
dış ve iç dişliler
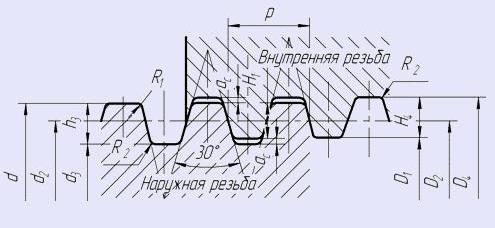
h 3 - dış diş profilinin yüksekliği; H 4 - iç diş profili yüksekliği; d 3 - dış dişin iç çapı; D 4 - iç dişin dış çapı; R 1 - dış dişin üst kısmındaki yuvarlama yarıçapı; R 2 - dış ve iç dişlerin kökündeki burulma yarıçapı; a c, ipliğin üst kısmındaki boşluktur.
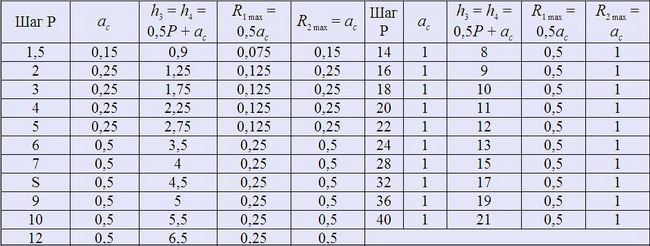
ÇAPLAR VE ADIMLAR
GOST 24737-81'e göre trapez tek başlangıçlı diş


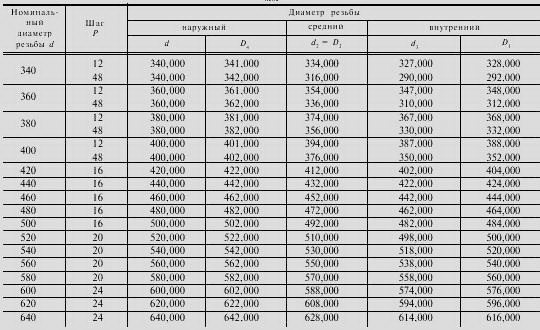
Tercih edilen çaplar ve eğimler GOST 24738-81'de belirtilmiştir. GOST 9562-81'e göre çap ve adım toleranslarının sayısal değerleri
ÇAPLAR VE ADIMLAR
GOST 24739-81'e göre trapez çok başlangıçlı diş


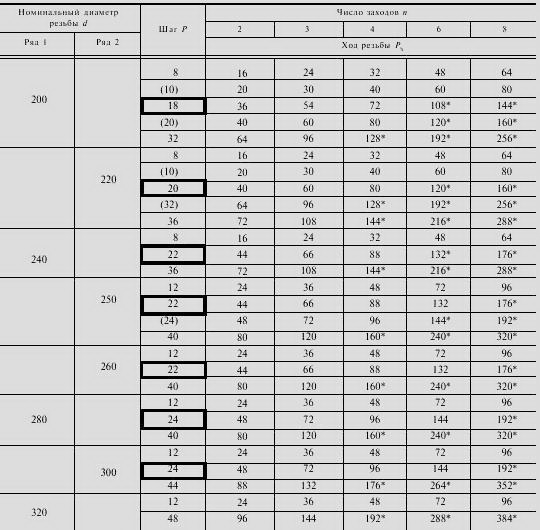
Notlar:
1. Bir kutuda özetlenen adımlar tercih edilen adımlardır.
2. Parantez içinde belirtilen adımların yeni tasarımlar geliştirilirken kullanılması önerilmez.
3. Strok değeri * ile işaretlenen dişlerin ön açısı 10°'den fazladır. Bu dişler için profil şeklinin sapması imalat sırasında dikkate alınmalıdır.
4. Teknik ve ekonomik olarak gerekçelendirilmiş durumlarda, GOST 24738-81'e uygun olarak nominal diş çaplarının diğer değerlerinin kullanılmasına izin verilir.
5. İplik çaplarını seçerken birinci sırayı ikinciye tercih etmelisiniz.
Nominal çapı 20 mm, strok değeri 8 mm, adım 4 mm ve tolerans aralığı 8e olan trapezoidal çok başlangıçlı diş sembolü örneği:
Tg 20-8 (P4) - 8e
Aynısı, solda:
Tg 20-8 (P4) Sol - 8e
Hazırlama uzunluğu, iplik uzunluğundan farklıysa iplik tanımının sonunda milimetre cinsinden gösterilir, örneğin:
Tg 20-8 (P4) Sol - 8е - 180
N ve L gruplarına ilişkin makyaj uzunluklarının sayısal değerleri GOST 9562-81'e uygundur.
İniş Dişli bağlantı kesir ile gösterilir
Tg 20-8 (P4) Sol - 8Н/8е - 180
GOST 9562-81'e göre d ve D 1 çaplarının toleranslarının sayısal değerleri.
GOST 24739-81'e göre d 2, d 3 ve D 2 çapları için toleransların sayısal değerleri.
Trapez iplik uygulaması
Bir vidanın trapez dişi, nispeten yüksek sürtünme kuvvetine sahip olan hareketli bir diştir; kendiliğinden kilitlenir. Kaldırma teknolojilerinin avantajı, dinlenme pozisyonunda ek sabitleme gerektirmemesidir.
Trapez dişler dönme hareketini doğrusal harekete dönüştürmek için kullanılır ve öncelikle doğrusal hareket. Ayrıca tornalarda kurşun vida veya tahrik dişi olarak da kullanım alanı bulur. vida basın masalar veya araç köprüleri.
Trapez mil dişleri için uygulama örnekleri:
Takım tezgahlarındaki besleme hareketleri (örn. ayarlama ve kılavuz vidalar);
- manipülatör üzerindeki hareket;
- hareketin düzenlenmesi kaldırma mekanizmaları ve forkliftler;
- enjeksiyon kalıplama makinelerini kilitlerken deklanşörün hareketi;
- montaj kapları üzerinde hareket etme hareketi;
- Presle çalışırken dikey hareket.
Alakalı dökümanlar:
GOST 3469-91 - Mikroskoplar. Lens ipliği. Boyutlar
GOST 4608-81 - Metrik diş. Tercih uyuyor
GOST 5359-77 - Optik aletler için göz merceği ipliği. Profil ve boyutlar
GOST 6042-83 - Edison yuvarlak iplik. Profiller, boyutlar ve sınırlar
GOST 6111-52 - 60 derecelik profil açısına sahip konik inç diş
GOST 6211-81 - Konik boru dişi
GOST 6357-81 - Silindirik boru dişi
GOST 8762-75 - Konu yuvarlak çap Gaz maskeleri ve kalibreleri için 40 mm. Ana Boyutlar
GOST 9000-81 - 1 mm'den küçük çaplar için metrik dişler. Toleranslar
GOST 9484-81 - Trapez diş. Profiller
GOST 9562-81 - Tek başlangıçlı trapez diş. Toleranslar
GOST 9909-81 - Valflerin ve gaz silindirlerinin konik dişleri
GOST 10177-82 - Kalıcı iplik. Profil ve ana boyutlar
GOST 11708-82 - Konu. Terimler ve tanımlar
GOST 11709-81 - Plastik parçalar için metrik diş
GOST 13535-87 - Güçlendirilmiş baskı dişi 45 derece
GOST 13536-68 - Sıhhi tesisat armatürleri için yuvarlak iplik. Profil, ana boyutlar, toleranslar
GOST 16093-2004 - Metrik diş. Toleranslar. İzinli inişler
GOST 16967-81 - Alet yapımı için metrik dişler. Çaplar ve eğimler
GOST 24737-81: Tek başlangıçlı trapez diş. Ana Boyutlar
GOST 24739-81 - Çok başlangıçlı trapez diş
GOST 25096-82 - Kalıcı iplik. Toleranslar
GOST 25229-82 - Metrik konik diş
GOST 28487-90: Matkap dizisi elemanları için konik kilitleme dişleri. Profil. Boyutlar. Toleranslar



