Sudarea metalelor este cea mai comună metodă de îmbinare a acestora în diverse sectoare ale economiei (construcții, inginerie mecanică, așezarea conductelor etc.). În viața de zi cu zi (acasă, la țară, în garaj) întâlnim și nevoia de a folosi sudarea metalelor. Pentru un nespecialist, această lucrare pare de neînțeles, dificilă și misterioasă. Mai mult, este asociată cu un anumit risc pentru viață.
Să vedem dacă acest lucru este adevărat. Cum se sudează metalul folosind sudarea electrică?
În rețeaua modernă de vânzare cu amănuntul există o mare varietate de mașini de sudură, invertoare și echipamente de protecție atunci când se efectuează lucrări de sudare. Sunt disponibile oricui, prin urmare, achiziționând echipamentul corespunzător, le puteți face singur lucrari de sudareîndeplini. Trebuie doar să înțelegeți ce este tehnologia de sudare a metalelor și care sunt cerințele de siguranță. În plus, trebuie să obțineți practica necesară de sudare.
Tipuri de sudare a metalelor
În zilele noastre s-au dezvoltat multe diverse tehnologii cum se sudează metalul. De exemplu, puteți utiliza radiații electronice și laser, puteți conecta produse cu o flacără de gaz și puteți găti cu ultrasunete. Dar cea mai utilizată sursă de energie este arcul electric.
De asemenea, ar trebui să vă îngrijorați siguranța la incendiu - îndepărtați toate materialele și lichidele inflamabile din locul de sudare, pregătiți un agent de stingere a incendiilor pentru utilizare (dacă nu există mijloace speciale chiar și o găleată cu apă va face), asigurați ventilația încăperii în care se va face lucrul, în special din față și din spate ale aparatului de sudură.
Asigurați-vă că citiți instrucțiunile de utilizare a aparatului de sudură și urmați toate recomandările date acolo.
siguranta electrica
Înainte de a încerca să stăpâniți în practică cum să sudați metalul, trebuie să vă asigurați că parametrii reteaua electrica, de la care este alimentat aparatul de sudură, îndeplinesc cerințele acesteia. În caz contrar, alte aparate electrice conectate la rețea se pot deteriora, nu numai pentru tine, ci și pentru vecinii tăi. Acest lucru este valabil mai ales pentru transformatoare, care afectează în mod semnificativ rețeaua de alimentare prin prezența supratensiunii în timpul începerii sudării și a unui consum crescut de curent atunci când electrodul se lipește la locul de sudare. În plus, trebuie poziționat astfel încât să nu cadă, să nu se deterioreze sau să provoace daune persoanelor și obiectelor din jur în timpul lucrului. Firele conectate la dispozitiv trebuie să aibă o izolație bună și să fie îndreptate. Trebuie exclusă posibilitatea deteriorării acestora.

Procedura de pregatire pentru munca
Cum se sudează corect metalul? Zona de sudat trebuie curățată până la metalul gol și uscată. Este interzisă efectuarea lucrărilor de sudare pe vreme umedă, ploaie sau temperaturi negative aer. Nu lăsați electrozii să se ude.
Cum să sudăm corect metalul folosind sudarea electrică?
Sudarea se realizează la tensiune constantă sau la tensiune alternativă. Mașinile de sudură cu transformator asigură sudarea cu tensiune alternativă.

La sudare DC Există două opțiuni pentru conectarea mașinii de sudură. Când conectați plusul la pământ și minusul la electrod (aceasta se numește polaritate directă), metalul se încălzește mai mult, zona de topire este creată adâncă și îngustă. Această includere este utilizată la sudarea metalelor groase și duce la un consum economic de electrozi. Când este pornit în direcția opusă (polaritate inversă), electrodul se încălzește mai puternic și se consumă mai repede; zona de topire devine largă și superficială. Prin urmare, polaritatea inversă este utilizată numai la sudarea foilor subțiri de metal.
Caracteristici distinctive ale invertoarelor
Cum să sudați corect metalul convertește tensiunea alternativă retea industrialaîntr-o secvență de impulsuri de o frecvență mai mare și apoi este generat un curent de tensiune constantă. Datorită disponibilității circuit electronic, care implementează aceste transformări, invertorul are o influență redusă asupra rețelei de alimentare în timpul funcționării, are o reglare mai lină a tensiunii de ieșire și se caracterizează prin greutate și dimensiuni reduse. În ceea ce privește calitatea produsului, invertorul nu este inferior altor echipamente similare. Prin urmare, invertoarele de sudare au devenit recent foarte răspândite atunci când prețurile pentru astfel de dispozitive au scăzut. Avantajul unui astfel de dispozitiv este ușurința relativă de utilizare la sudare.
Cum să alegi un invertor
Un parametru important al invertorului este perioada de sarcină (LP) a sursei de curent. Această valoare, care caracterizează eficiența invertorului, arată raportul dintre timpul de sudare în timp miscare inactiv. Aparate de uz casnic nu lucrați continuu. Acestea trebuie să se răcească periodic. Deci, o valoare a ciclului de lucru de 30% a invertorului înseamnă că după fiecare 3 minute de sudare va trebui să așteptați 7 minute până când sursa se răcește. Dacă încercați să continuați să lucrați fără întrerupere, unitatea se poate arde. Sau protecția va funcționa și se va opri. Prin urmare, ar trebui să alegeți un invertor cu un ciclu de funcționare de cel puțin 60% și un curent maxim de cel puțin 140 - 160 A.
Se pregătește să lucreze cu invertorul
Pentru a câștiga experiență în modul de sudare corectă a metalului cu un invertor, se recomandă mai întâi să lucrați cu metal de cel puțin 2-3 mm grosime și să folosiți electrozi de 3 mm. Este mai bine să cumpărați electrozi noi. Vechi, învechit, împrumutat de la alții pot fi umed și nepotriviți pentru muncă.

Cum se sudează corect metalul? Dacă este prima dată, încercați mai întâi să faceți o cusătură pe suprafața unei piese de metal fără a o suda pe o altă bucată.
Să ne uităm la succesiunea lucrărilor.
In primul rand, este necesar să conectați electrodul la suportul său, iar firul de împământare la piesa de prelucrat care urmează să fie sudată folosind un terminal. Celelalte capete ale firelor trebuie conectate la ieșirile invertorului în polaritate dreaptă.
În al doilea rând, trebuie să porniți dispozitivul și să-i setați parametrii de ieșire în conformitate cu recomandările, în funcție de grosimea materialului sudat și de dimensiunea electrodului selectat.
Tehnologia sudării metalelor prevede că pentru a încălzi metalul la temperatura necesară pentru a obține o sudură de înaltă calitate, este necesar să se ia un electrod corespunzător grosimii materialului. Cu cât acesta din urmă este mai gros, cu atât este mai mare stratul de metal pe care îl poate încălzi și cu atât curentul trebuie setat pe invertor pentru a forma un arc electric. În același timp, cu cât curentul este mai mare, cu atât metalul se topește mai repede și electrodul este consumat mai repede. Pentru un strat subțire de metal la un curent mare și un electrod gros, adesea se formează găuri și materialul arde. Dacă curentul este prea mic, fie nu are loc un arc electric, fie, dacă apare, se obține o cusătură de proastă calitate, așa-numita non-burnout.

Al treilea lucru la care trebuie să acordați atenție este formarea unui arc electric. Pentru a face acest lucru, trebuie să loviți capătul electrodului în locul care urmează să fie sudat, ca un chibrit împotriva unei cutii, fără a îndepărta capătul electrodului din metal. Când apare un arc, pe metal se formează o pată roșie. Dar acesta nu este încă metal topit, ci doar flux format atunci când învelișul de pulbere al electrodului se topește. Trebuie să așteptați, ținând capătul electrodului la o distanță de 1-4 mm de suprafața metalului, până când metalul de la locul arcului se încălzește pentru a forma un așa-numit bazin de sudură - o picătură de metal topit, caracterizat de un luminos portocaleși tremurând din cauza curgerii curentului.
În al patrulea rând, este necesar să mutați capătul electrodului cu unul sau doi milimetri spre cusătura care se face, ținându-l din nou la distanța specificată de metal. Din nou, așteptați să se formeze o picătură și așa mai departe, deplasându-vă de-a lungul cusăturii de sudură care se execută. Când un electrod atinge o suprafață metalică, se creează scurt circuit, arcul dispare, invertorul oprește curentul. Prin urmare, atunci când faceți o sudură, trebuie să încercați să mențineți o distanță constantă între capătul electrodului și suprafața metalică, aducând treptat electrodul mai aproape de acesta pe măsură ce arde. Mai precis, electrodul nu arde, ci se topește; metalul din bazinul de sudură este format în principal din miezul metalic al electrodului. Acoperirea cu pulbere a suprafeței electrodului, atunci când este topită, formează flux și gaze care împiedică fluxul de oxigen din aerul înconjurător către locul de sudare și oxidarea metalului și, de asemenea, ajută la procesul de formare a unei suduri de înaltă calitate.
În timpul procesului de sudare, se recomandă să țineți electrodul la un unghi de aproximativ 30 de grade față de perpendiculară pe piesa care este sudată, astfel încât să se formeze un bazin de sudură compact și locul de sudare să fie clar vizibil pentru dvs. Cu cât electrodul este mai înclinat spre piesă în timpul procesului de sudare, cu atât mai alungit în direcția opusă va fi spotul suprafeței metalice încălzite și cu atât timpul de formare a bazinului de sudură va fi mai lung la aceeași putere de curent. Cel mai îngust punct de topire a metalului este obținut atunci când electrodul este perpendicular pe suprafața metalului. Dar, în acest caz, este dificil pentru sudor să observe procesul de sudare. Prin urmare, această poziție este utilizată numai la sudarea în locuri greu accesibile.

Cum se sudează corect metalul cu un invertor?
După ce exersați realizarea unei suduri pe o suprafață simplă, puteți începe conectarea Părți metalice. Procesul este similar, diferența este că piesa de sudat trebuie mai întâi fixată in locul potrivit folosind o clemă sau o altă metodă, iar când apare un bazin de sudură, mutați capătul electrodului nu direct de-a lungul cusăturii, ci într-o mișcare în zig-zag de la centrul cusăturii către prima, apoi cealaltă parte, deplasându-se treptat de-a lungul cusăturii. cusătură, conectându-le în acest fel.
Principalul lucru este că succesul vine cu experiența. Achiziționându-l, în loc să apelați la serviciile unor specialiști terți (pentru destul de mulți bani), puteți învăța cum să faceți singur lucrările de sudare. Succes cu studiile și munca!
În viața de zi cu zi apare periodic nevoia de a suda obiecte. Foarte des o astfel de nevoie apare în sectorul privat. Dacă există un număr mare de locuri de muncă, puteți contacta sudori cu experiență și dacă locuri de muncă mici Este mai bine să utilizați o mașină de sudură cu invertor.
Acesta este cel mai simplu, mai accesibil și convenabil tip de sudare. Este disponibil pentru ca toată lumea să lucreze. Pentru a face acest lucru, trebuie să cunoașteți principiile procesului de sudare.
 Sudarea cu un invertor a devenit o descoperire în domeniul mașinilor de sudură, deoarece transformatoarele învechite sunt destul de grele și greu de utilizat. Avantajul este că, la sudarea cu invertor, stropii apar mai puțin decât la sudarea de la un transformator.
Sudarea cu un invertor a devenit o descoperire în domeniul mașinilor de sudură, deoarece transformatoarele învechite sunt destul de grele și greu de utilizat. Avantajul este că, la sudarea cu invertor, stropii apar mai puțin decât la sudarea de la un transformator.
Un invertor este o mașină de sudură care vă permite să conectați foi de metal folosind o descărcare electrică. El are trăsătură distinctivă: are greutate redusă și capabilități maxime, datorită căruia are acces la lucrări efectuate anterior de dispozitive grele și complexe. Greutatea dispozitivului depinde de puterea acestuia (de la 3 la 7 kg).
Îl poți transporta folosind un mâner sau o curea. Răcirea este asigurată de orificiile de ventilație din carcasă. Acest dispozitiv consumă energie electrică, care curge numai pentru lucrul cu arc, și ea o face singură procesul de sudare.
Dispozitivul este insensibil la schimbările de tensiune. Dacă există fluctuații constante, ar trebui să acordați atenție tensiunii necesare, care este indicată în pașaportul invertorului.
Afisat pe suprafata dispozitivului butoane de control și indicatoare:
- se aprinde și se oprește cu un comutator;
- valorile tensiunii și curentului sunt setate cu ajutorul butoanelor de pe panoul frontal;
- panoul are indicatoare care informează despre alimentarea cu energie și supraîncălzirea dispozitivului;
- Ieșirile („+” și „-”) sunt situate pe panoul frontal.
Inclus suplimentar în set 2 cabluri disponibile. Unul dintre ele se termină cu un suport pentru electrod, iar al doilea are o clemă sub formă de ac de rufe pentru fixarea produsului. Dispozitivul este conectat printr-un conector situat pe panoul din spate al dispozitivului.
Principiul de funcționare
 invertor - dispozitiv electronic, alimentat de electricitate. Când mașinile de sudură vechi sunt pornite, are loc o zguduire puternică și uriașă de electricitate, care poate duce la o întrerupere a curentului.
invertor - dispozitiv electronic, alimentat de electricitate. Când mașinile de sudură vechi sunt pornite, are loc o zguduire puternică și uriașă de electricitate, care poate duce la o întrerupere a curentului.
Invertorul are condensatoare de stocare, acumulând energie electrică și furnizând funcţionare neîntreruptă retelelor. Ele aprind ușor arcul invertorului.
Merită să acordați atenție faptului că consumul de energie electrică depinde de diametrul electrozilor. Cu cât este mai mare, cu atât consumul este mai mare. În acest sens, pentru a nu arde aparatele de uz casnic, înainte de a lucra cu invertorul, este necesar să se calculeze cantitatea maximă posibilă de energie electrică care va fi consumată de dispozitiv.
Este demn de luat în considerare faptul că pentru fiecare diametru de electrod există o curent minim, adică dacă încercați să reduceți curentul, cusătura nu va funcționa. Dacă curentul crește, va funcționa, dar electrodul se va arde rapid.
Arcul provine din conexiune sectiune metalica electrod și metal sudat. Încep electrodul și metalul se topesc sub influența temperaturii arcului. Părțile topite în locul lor formează o baie. Învelișul electrodului se topește, o parte din care intră stare gazoasăși blochează baia de oxigen. Cealaltă parte a stratului de acoperire (in stare lichida) protejează metalul de aer în timpul sudării și în timpul procesului de răcire.
După sudarea și răcirea metalului, partea lichidă este zgură care acoperă cusătura in afara. După răcire, zgura este îndepărtată prin lovire cu ciocanul.
Electrodul se topește în timpul procesului de sudare. Pentru ca arcul să nu se stingă, trebuie să-i mențineți lungimea, adică distanța dintre metal și electrod. Acest lucru se poate face prin introducerea electrodului în locul de sudare cu aceeași viteză și exact de-a lungul îmbinării cusăturii.
Cu un arc scurt (aproximativ 1 mm), metalul este încălzit pe o zonă mică, iar sudura iese convexă. În punctul în care cusătura și metalul se întâlnesc, poate apărea un defect, cum ar fi o tăietură (o gropiță paralelă în apropierea cusăturii). Reduce rezistența cusăturii.
Un arc lung este instabil, prost protejat de aer, aproape că nu încălzește metalul, iar sudura nu este complet adâncă. Dimensiunea normală a arcului - de la 2 la 3 mm. Un spațiu constant de această dimensiune va forma o cusătură normală cu o bună penetrare.
Pentru a lucra cu sudare, sunt necesare următoarele elemente de protecție:

Necesar a pregati loc sigur pentru sudare:
- Spațiu liber, absența a tot ce nu este necesar.
- Iluminare bună.
- Munca se execută în picioare podele din lemn, care protejează împotriva șocurilor electrice.
După aceasta este necesar ton curent de sudare (în funcție de grosimea metalului și a pieselor) și selectați un electrod (2−5 mm). De obicei, puterea acestui curent este indicată pe corpul dispozitivului. Electrozii trebuie selectați în funcție de marca materialelor de sudură. Apoi, conectați borna de împământare la suprafața de sudat.
Pentru a obține o conexiune fiabilă și de înaltă calitate înainte de a începe lucrul metalul trebuie pregătit. Utilizați o perie metalică pentru a îndepărta rugina de pe margini, care trebuie tratate cu un solvent (benzină, alcool alb). Este important să preveniți prezența grăsimilor și a materialelor de vopsea pe margini.
Pentru începători, este mai bine să faceți o cusătură sub formă de rolă pe o foaie de metal cu o grosime mare. Foaia trebuie așezată orizontal pe masă. Este cretă pe ea se trasează o linie dreaptă pentru îndrumare în lucrarea de-a lungul căreia va fi așezată rola. Pentru a începe sudarea, trebuie să aprindeți arcul. Puteți face acest lucru în 2 moduri:
- ciripit;
- atingând.
Puteți lovi și ține arcul în ambele moduri. Urmează procesul de sudare în sine, care produce o cusătură de sudură. Scară metalică în partea de sus a cusăturii trebuie eliminat lovind cu un ciocan mic sau cu un obiect dur. Capacitatea de a controla lungimea arcului va oferi rezultate excelente.
Frumusețea cusăturii este influențată de:
- unghiul de înclinare a electrodului;
- diagrama mișcărilor transversale și longitudinale;
- viteza de deplasare a electrodului.
Cum să gătești o cusătură verticală
 Sudarea unor astfel de cusături (înclinate și de tavan) este destul de simplă proces dificil. Acest lucru se datorează faptului că chiar și metalul topit este supus legii gravitației. Este în mod constant tras în jos, ceea ce provoacă dificultăți. Sudorii începători vor trebui să petreacă mult timp învățând cum să facă acest lucru.
Sudarea unor astfel de cusături (înclinate și de tavan) este destul de simplă proces dificil. Acest lucru se datorează faptului că chiar și metalul topit este supus legii gravitației. Este în mod constant tras în jos, ceea ce provoacă dificultăți. Sudorii începători vor trebui să petreacă mult timp învățând cum să facă acest lucru.
Există 3 tehnologii pentru sudarea cusăturilor verticale:
- Triunghi. Folosit la conectarea pieselor cu o grosime de cel mult 2 mm. Sudarea are loc de jos în sus. Metalul lichid este deasupra celui care se solidifică. Curge în jos, acoperind astfel rola de sutură. Zgura care curge nu interferează, deoarece se mișcă de-a lungul băii solidificate, care iese sub un anumit unghi. În exterior, bazinul de sudură arată ca un triunghi. În această metodă, este important să mutați electrodul cu precizie pentru a umple complet îmbinarea.
- oase de pește. Acest tip de sudare este potrivit pentru goluri între piesele de prelucrat egale cu 2-3 mm. De-a lungul marginii de la adâncime spre dvs., trebuie să utilizați un electrod pentru a topi metalul pe toată grosimea piesei de prelucrat și, fără a vă opri, coborâți electrodul până la gol. După ce are loc topirea, faceți toate acestea de-a lungul celeilalte margini. Trebuie să continuați de jos în sus a sudurii. Aceasta are ca rezultat o aranjare uniformă a metalului topit în spațiul gol. Este important să se prevină formarea marginilor subdecupate și a scurgerilor de metal.
- Scară. Această metodă este folosită când decalaj mareîntre piesele de prelucrat care se îmbină și puțin tocitura marginilor (sau absența acestuia). Sudarea se realizează în zig-zag de la o margine la alta de jos în sus. Electrodul se oprește la margini pentru o lungă perioadă de timp, iar tranziția se face rapid. Rola va avea o secțiune transversală mică.
Polaritatea sudării
 Topirea metalului în timpul procesului de sudare se realizează sub influența căldurii arcului. Se formează între metal și electrod atunci când acestea sunt conectate la bornele opuse ale dispozitivului de sudură.
Topirea metalului în timpul procesului de sudare se realizează sub influența căldurii arcului. Se formează între metal și electrod atunci când acestea sunt conectate la bornele opuse ale dispozitivului de sudură.
Există 2 opțiuni pentru efectuarea lucrărilor de sudare: polaritate directă și inversă.
- În primul caz, electrodul este conectat la minus, iar metalul la plus. Există o introducere redusă de căldură în metal. Punctul de topire este îngust și profund.
- În al doilea caz, electrodul este conectat la pozitiv, iar metalul la negativ, rezultând o intrare redusă de căldură în produs. Punctul de topire este larg, dar nu profund.
Atunci când alegeți sudarea, este necesar să țineți cont de faptul că elementul de rețea conectat la plus se încălzește mai mult. Metalul gros este sudat cu polaritate directă, iar metalul subțire cu polaritate inversă.

Pe lângă faptul că sudarea poate conecta piese, aceasta le poti taia. Pentru a face acest lucru, trebuie să creșteți curentul și să tăiați piesa sau colțurile. Pur și simplu nu este posibil să o faci exact.
Folosind acest ghid, vă puteți îmbunătăți treptat abilitățile și puteți utiliza sudarea cu invertor fără probleme în viitor. Principalul lucru în această chestiune este practica.
Ați cumpărat un aparat de sudură și doriți să învățați cum să sudați cu un invertor pentru începători.
Nu trebuie să-ți fie frică de dificultăți! Dispozitivul invertor este ușor de utilizat, orice persoană fără experiență și cunoștințe poate timp scurt stapaneste procesul de sudare.
Echipamente, echipamente, măsuri de siguranță
Măsuri de siguranță. Producția de sudare este asociată cu tensiunea electrică, sau în limbajul obișnuit - curent. Curentul este invizibil, dar poate ucide o persoană.
Verificăm cablurile de sudură pentru funcționalitate și le conectăm la echipamentul invertorului. Readuceți cablul cu o agrafă de rufe pe metal la conectorul negativ. Cablu cu suport de electrod la conectorul +. Introducem electrodul în suportul pentru electrod.
Când conectați dispozitivul la rețea, evaluați vizual cablurile care transportă curent pentru funcționalitate. După ce ne asigurăm că cablurile sunt în stare bună, introducem ștecherul în priză și comutatorul de pe dispozitiv, după ce în prealabil setat regulatorul de curent la cea mai mică valoare. Dacă ventilatorul de răcire începe să funcționeze fără probleme, fără trosnet sau zgomot, atunci totul este în regulă.
Greutate metal. Când conectați structuri grele, luați măsuri de precauție. Dacă produsele de mai multe tone se prăbușesc, acestea pot duce la deces sau invaliditate.
Echipamente. Producția de sudare implică temperaturi ridicate. Sudorul trebuie să aibă:
- mănuși de pânză (ghetre);
- halat (costumul special);
- mască cu filtru de lumină;
- respirator pentru lucru în spații închise;
- cizme cu talpă de cauciuc.
Ghetele sunt folosite la sudarea la înălțime, când brațele sunt ridicate și mănușile în alte cazuri.
Alte accesorii:
- aparat de sudura;
- ciocan;
- perie;
- electrozi.
Electrozii sunt selectați în funcție de metal (conținutul de carbon, aditivi) și după diametru, în funcție de grosimea metalului și caracteristici tehnice invertor.
Bazele sudării cu invertor
Pentru începători, sudorii cu experiență sfătuiesc să atașeze cablul de susținere pe corp, să-l apăsați cu cotul brațului și să-l înfășurați de-a lungul antebrațului (de la cot la mână) și să luați suportul în mână. În acest fel articulația umărului va trage cablul, iar brațul și mâna vor rămâne libere. Metoda vă va ajuta să vă manipulați mâna cu ușurință.

Amplasarea corectă a cablului pe antebraț. CU cu mâinile goale Nu merită să lucrezi.
Dacă pur și simplu iei suportul în mână fără a înfășura cablul în jurul antebrațului, atunci în timpul procesului de sudare mâna ta va obosi și mișcările încheieturii vor face ca cablul să atârne. Ceea ce va afecta calitatea îmbinării sudate.
Cum să gătești corect folosind sudarea inverter? Setăm curentul de sudare pe mașină în funcție de diametrul electrodului, tipul de conexiune și poziția de sudare. Instrucțiunile de instalare sunt disponibile pe dispozitiv și pe pachetul de electrozi. Luăm o poziție stabilă, ne îndepărtăm cotul de corp (fără apăsare), ne punem o mască și începem procesul.
Este mai bine să începeți sudarea cu un invertor pentru începători semifabricate metalice mai mult de 20 cm.

Se știe că un începător, care își pune o mască și aprinde un arc, se oprește din respirație, încercând să fierbe întreaga lungime a piesei de prelucrat într-o singură respirație. Cu produse scurte, vei dezvolta obiceiul de a găti dintr-o singură mișcare. Prin urmare, exersați pe piese lungi, învățând să respirați corect atunci când sudați.
Piesele (plăcile) de pe masa de lucru pot fi plasate într-un plan orizontal - vertical spre tine sau orizontal, nu are nicio diferență.
La începutul sudurii, așezați electrodul prins în suport la un unghi de 90 de grade (perpendicular) și mutați-l spre cusătură cu 30-45 de grade. Aprinde arcul și începe să te miști.

Distanța dintre suprafața de sudat și electrod este de 2-3 mm, imaginați-vă că treceți un creion de-a lungul unei foi de hârtie.
Vă rugăm să rețineți că la sudare, electrodul scade pe măsură ce arde - aduceți treptat tija de topire mai aproape de suprafață la o distanță de 2-3 mm și mențineți un unghi de înclinare de 30-45 de grade.
Video:
Cum poate un începător să învețe să sude cu un invertor de sudură?
Mai întâi învățăm să aprindem și să ținem un arc. Simțiți marginea când să aduceți electrodul mai aproape de suprafața de sudat în timpul arderii, astfel încât arcul să nu se întrerupă.
Electrodul este aprins în două moduri:
- atingere;
- ciripit.

Noul electrod se aprinde ușor. Pe tija de lucru apare o peliculă de zgură, împiedicând aprinderea. Trebuie doar să apăsați mai mult pentru a rupe filmul.
Video: Ce este forța arcului pe un invertor de sudură și cum se utilizează.
Este mai bine ca un începător să învețe mai întâi pe o cusătură de fir; electrodul este ținut fără probleme, fără mișcări oscilatorii.
După stăpânirea tehnologiei filetului, treceți la sudarea metalului cu mișcări oscilatorii. Care sunt folosite pe metal gros pentru încălzire, ținând electrodul într-un anumit punct folosind mișcări - țesut, zig-zag, spirală sau metoda proprie.

Tipuri de mișcări oscilatorii
La începutul conexiunii, efectuăm mai multe mișcări de la stânga la dreapta, formând un bazin de sudură și mergem de-a lungul cusăturii făcând mișcări oscilatorii. Unghiul de înclinare al electrodului este de 30-45 de grade. După trecere, batem zgura cu un ciocan și o curățăm cu o perie. Ai grijă de ochii tăi, poartă ochelari.
Sfat: la sfârșitul sudurii, faceți mișcări oscilatorii în lateral și mutați electrodul spre metalul depus. Acest truc va adăuga frumusețe îmbinării sudate (scăpați de crater).
Video: cum să gătească clin, cap la cap și se suprapun.
Cusăturile sunt împărțite în:
- single-pass (o singură trecere completează grosimea metalului);
- treceri multiple.
Se execută o sudură cu o singură trecere pe metale de până la 3 mm. Cusăturile cu treceri multiple sunt aplicate pentru grosimi mari de metal.
Sudorii verifică calitatea cusăturii cu un ciocan - lovesc lângă cusătură. Dacă cusătura este netedă, fără nereguli, atunci după impact zgura zboară complet, nu are nimic de prins. Este important să-l alegi pe cel potrivit regim de temperatură: o cusătură supraîncălzită (întărită) se va rupe, una subîncălzită - există riscul lipsei de pătrundere.
Curentul este selectat în funcție de diametrul electrodului, în teorie 30 A pe 1 mm de diametru al electrodului.
Polaritate directă și inversă la sudarea cu un invertor
Să luăm în considerare polaritatea atunci când sudăm cu un invertor. Cu o conexiune DC, mișcarea electronilor este constantă, ceea ce reduce stropirea metalului topit. Cusătura este de înaltă calitate și îngrijită.
Dispozitivul are o alegere de polaritate. Ceea ce este polaritatea este direcția de mișcare a electronilor în funcție de conectarea cablurilor la conectorii echipamentului.

Polaritatea este indicată pe pachetul de electrozi; aceste instrucțiuni vă vor ajuta să conectați corect firele la echipament.
Sudarea metalului subțire cu un invertor
Esența conectării plăcilor subțiri se rezumă la selectarea electrozilor cu diametru mic și reglarea curentului de sudare. De exemplu, pentru metalul cu o grosime de 0,8 mm, se folosesc electrozi cu un diametru de 1,8 mm. Curentul de pe invertor este setat la 35 A.
Tehnologia apare în mișcări intermitente. Urmăriți un videoclip care arată cum să îmbinați plăcile subțiri în detaliu.
Video:
Cum să tăiați metalul cu un invertor de sudură
Pentru a arde corect o gaură într-o țeavă, am setat curentul de pe dispozitiv la 140 A pentru un electrod de 2,5 mm. Aprindem electrodul, plasându-l într-un singur loc pentru a încălzi metalul și îl apăsăm. Mutăm electrodul într-un loc nou, îl încălzim și îl apăsăm. Treptat, tăiem o gaură în țeavă.

Tăierea țevilor
Când tăiați, este mai bine să plasați placa vertical, astfel încât muci topit să curgă în jos. Dacă tăiați în poziție orizontală, țurțurile se vor întări în partea de jos a tăieturii. Astea sunt toate trucurile!
Începătorii sunt chinuiți de întrebarea, care polaritate a firelor este mai bună atunci când tăiați cu un invertor?
Video:
P.S. Materialele text și videoclipurile vă vor ajuta să stăpâniți sudarea cu invertor pentru începători într-un timp scurt. Noroc!
Echipamentele de sudare astăzi sunt disponibile în mai multe variante. Dar dispozitivele cu invertor au câștigat cea mai mare popularitate în rândul bricolatorilor de acasă datorită compactității și versatilității lor. Un invertor de sudare este un echipament care permite unui maestru să efectueze diferite tipuri de lucrări de sudare. Dar pentru a le realiza eficient, nu este suficient să ai o unitate scumpă; trebuie să înveți și cum să folosești un aparat de sudură.
Pentru a utiliza un invertor eficient și în siguranță, mai întâi trebuie să îl pregătiți corespunzător pentru funcționare. Acest proces se realizează în mai multe etape. Prima sarcină este să instalați și să conectați unitatea. Instalare invertor trebuie efectuată în conformitate cu anumite reguli:
- unitatea trebuie amplasată astfel încât să fie la o distanță de cel puțin 2 m de pereți sau orice obiecte;
- dispozitivul trebuie să fie împământat;
- locul de sudare trebuie ales astfel încât să fie departe de obiecte inflamabile;
- Se recomandă să gătiți fie pe o zonă liberă, fie pe o masă metalică.
Invertorul poate fi conectat atât la o rețea casnică (220 V), cât și la o rețea cu o tensiune de 380 V, care este utilizată de obicei în producție. Dacă intenționați să utilizați unitatea departe de rețelele electrice, atunci aceasta poate fi conectată la un generator, diesel sau benzină.
Conexiune electrica
Conectarea unui aparat de sudură la o priză electrică de uz casnic cauzează adesea probleme. Motivul apariției lor poate fi cablaj vechi sau diametrul insuficient al firelor sale. De obicei, cablajul este proiectat pentru curent de până la 16 A. Și, deoarece toate dispozitivele pornite din casă pot depăși această valoare, din motive de siguranță sunt instalate întrerupătoare de circuit(mașini automate). Prin urmare, atunci când vă conectați, trebuie să cunoașteți puterea aparatului de sudură, astfel încât să nu declanșeze mașina.
Conectarea invertorului la o rețea casnică
De asemenea, ar trebui să acordați atenție reducerea rețelei. Dacă, atunci când porniți invertorul, observați o scădere a tensiunii în rețeaua electrică, aceasta indică o secțiune transversală insuficientă a firelor. În acest caz, este necesar să se măsoare la ce valori scade tensiunea. Dacă scade la valori sub valorile minime cu care poate funcționa invertorul (indicate în instrucțiuni), atunci dispozitivul nu poate fi conectat la o astfel de rețea.
Folosind un prelungitor
Cablul de rețea conectat la invertor îndeplinește toate cerințele de alimentare și nu cauzează probleme de conectare. Dar dacă lungimea sa nu este suficientă, atunci ar trebui să selectați un prelungitor cu o secțiune transversală a firului de cel puțin 2,5 mm 2 și o lungime de cel mult 20 de metri. Astfel de parametri ai prelungitorului vor fi suficienți pentru ca invertorul să funcționeze cu un curent de până la 150 A.
Trebuie reținut că atunci când conectați dispozitivul la rețea printr-o cutie de transport, partea rămasă nu trebuie păstrată înfășurată, deoarece atunci când unitatea este pornită, se va transforma într-un inductor. Ca urmare, conductorii se vor supraîncălzi și prelungitorul se va defecta.

Conexiune la generator
În cazurile în care nu este posibilă conectarea dispozitivului la rețea, îl puteți conecta la un generator care funcționează fie pe benzină, fie combustibil diesel. Centralele pe benzină sunt cele mai răspândite. Dar nu toate sunt potrivite pentru conectarea mașinilor de sudură. Pentru ca invertorul să funcționeze eficient, generatorul trebuie să aibă o putere de cel puțin 5 kilowați și să producă o tensiune de ieșire stabilă. Fluctuațiile de tensiune pot deteriora aparatul de sudură.
De asemenea, trebuie luat în considerare cum diametrul electrodului tu vei munci. De exemplu, dacă electrodul are un diametru de 3 mm, atunci va fi necesar un curent de funcționare de aproximativ 120 A cu o tensiune de arc de 40 V. Dacă calculăm puterea invertorului de sudură (120 x 40 = 4800), vom obține o valoare de 4,8 kW. Deoarece aceasta va fi puterea consumată, o centrală capabilă să producă doar 5 kW va funcționa la limita capacităților sale, ceea ce îi va reduce semnificativ durata de viață. Prin urmare, generatorul trebuie selectat cu unele rezerva de putere, cu aproximativ 20-30% mai mare decât cea consumată de invertor.

Conectarea cablurilor de sudare
Pe panoul frontal al invertorului sunt 2 terminale, lângă care sunt marcate sub formă de semne „+” și „-”. La aceste terminale sunt conectate cabluri de sudare, dintre care unul are la capăt o clemă metalică (acul de rufe), iar al doilea are un suport pentru electrod. Ambele cabluri pot fi conectate la ambele terminale, in functie de metoda de sudare, despre care se va discuta ulterior. După conectarea cablurilor la dispozitiv, se conectează unul dintre ele, care are o agrafă de rufe la masa de sudare sau la piesa de prelucrat.
În unele cazuri, lungimile standard ale cablurilor pot să nu fie suficiente, de exemplu atunci când se lucrează la înălțime. În astfel de situații, se pune întrebarea: este posibilă prelungirea cablului de sudură? Profesioniștii nu recomandă să faceți acest lucru, mai ales dacă este vorba dispozitiv invertor. Acest fapt poate fi explicat prin faptul că fiecare cablu are anumite caracteristici de rezistență. Prin urmare, „scurgerile” de tensiune și curent pe toată lungimea sa sunt inevitabile. Prin urmare, cu cât lungimea cablului este mai mare, cu atât mai puternic tensiunea scade.
Dacă încercați să compensați pierderea de tensiune și curent prin adăugarea de valori pe panoul unității, atunci această măsură va deteriora cel mai probabil electronica invertorului. Se pare că este mai ușor să aduci dispozitivul mai aproape de locul de muncă al sudorului decât să cheltuiești o sumă considerabilă pentru repararea unității după lungirea cablurilor.

Configurarea dispozitivului
Calitatea lucrărilor de sudare depinde de configurarea corectă a invertorului de sudură, mai ales când vine vorba de alegerea corecta electrozi. De asemenea, ar trebui să luați în considerare:
- adâncimea sudurii;
- amplasarea cusăturii în spațiu (verticală sau orizontală);
- marca sau tipul de metal care se sudează;
- grosimea metalului etc.
Trebuie să știți că pentru fiecare tip de metal sunt produși electrozi corespunzători. Electrozii cu un diametru de până la 5 mm pot fi utilizați cu invertoare. Dar pentru fiecare grosime a echipamentului este necesar să selectați puterea curentului de sudare corespunzătoare. Pentru a configura corect aparatul de sudură, puteți utiliza tabelul de mai jos.

De exemplu, dacă trebuie să sudați oțel moale de 5 mm grosime cu un invertor, atunci ar trebui să selectați un electrod de 3 mm și să setați curentul pe mașină la 100 A. După sudarea de testare, curentul poate fi ajustat, adică redus sau crescut.
Măsuri de siguranță în timpul lucrului
Regulile de siguranță stabilite, s-ar putea spune, au fost scrise în „sângele” victimelor și, prin urmare, este strict interzis să le neglijăm. Sănătatea și viața nu numai a operatorului de echipamente de sudură, ci și a oamenilor din jurul lui depinde de respectarea acestora. Deci, regulile de siguranță includ următoarele.

Dacă regulile de siguranță au fost deja studiate, atunci puteți începe să vă familiarizați cu cum să lucrați corect cu sudarea electrică.
Selectarea polarității
Nu este un secret pentru nimeni că procesul de topire a metalului are loc din cauza temperatura ridicata un arc electric care are loc între materialul care se sudează și electrod. În acest caz, cablul cu suportul de electrod și cablul de împământare (cu o agrafă de haine) sunt conectate la diferite terminale ale dispozitivului. Pentru a conecta corect cablurile, trebuie să înțelegeți în ce cazuri sunt schimbate.
Când sudați cu un invertor sau orice altă unitate de sudură, polaritatea directă și inversă este utilizată pentru conectarea cablurilor la mașină. Polaritate dreaptă Se numește în mod obișnuit o conexiune atunci când cablul cu electrodul este conectat la minus, iar metalul care este sudat este conectat la plus.

Această metodă de conectare permite metalului să se încălzească bine, ceea ce are ca rezultat o cusătură adâncă și de înaltă calitate. Metoda polarității directe este utilizată atunci când gătiți gros produse metalice.
Aceasta implică conectarea cablului electrodului la pozitiv și a cablului de împământare la negativ.

Cu această legătură, metalul se încălzește mai puțin, iar cusătura devine mai largă. Polaritatea inversă este de obicei utilizată la sudarea produselor metalice subțiri pentru a preveni arderea piesei.
Selectarea curentului de sudare
Curentul de sudare este selectat luând în considerare grosimea metalului de sudat și diametrul umpluturii. Pentru a simplifica calculele, puteți folosi tabelul care a fost dat mai sus în secțiunea care a discutat despre configurarea unității. De asemenea, atunci când alegeți puterea optimă a curentului, ar trebui să vă amintiți regula: cu cât puterea curentului este mai mare, cu atât cusătura este mai adâncă și cu atât electrodul poate fi mișcat mai repede. Prin urmare, trebuie să realizăm raportul ideal viteza de deplasare a aditivului și puterea curentului astfel încât cusătura să aibă convexitatea necesară și adâncimea suficiente pentru o bună sudare a marginilor pieselor.
Metode de lucru cu diferite metale
Deoarece procesul de sudare este imposibil fără aprinderea arcului, ar trebui să știți că există 2 metode pentru a face acest lucru:
- trebuie să loviți metalul cu electrodul de mai multe ori până când arcul se aprinde.
- Trebuie să loviți metalul cu un electrod, ca un chibrit, de mai multe ori.
Fiecare maestru selectează cel mai convenabil și mod adecvat aprinderea arcului. Dar trebuie să zgâriați nu oriunde, ci de-a lungul liniei sudurii, astfel încât să nu rămână urme pe piesa de prelucrat.
Se numește locul unde metalul se topește sub influența unui arc electric bazin de sudura. Pentru a o muta de-a lungul liniei de cusătură, utilizați una dintre metodele prezentate în figura următoare.

Pentru mișcarea normală a băii, electrodul este înclinat la un unghi de 45-50°.Înclinând aditivul în diferite unghiuri, puteți controla lățimea băii. Fiecare maestru selectează unghi optimînclinați pentru a obține o cusătură de calitate acceptabilă.
Sfat! Mișcarea băii este facilitată dacă dispozitivul are funcția „forță arc”, care împiedică stingerea acestuia.
Electrodul poate lua poziție unghi înapoi sau unghi înainte. Pentru a obține o cusătură largă, echipamentul este înclinat într-un unghi înainte, deoarece această metodă produce mai puțină căldură. Metalele subțiri sunt sudate folosind această metodă. Se obișnuiește să sudeze metalul gros la un unghi înapoi.
Pentru a suda metale neferoase va trebui conectați un arzător cu argon la invertorul de sudură și utilizați un electrod neconsumabil (tungsten). Aditiv în în acest caz, Acestea sunt tije metalice care sunt plasate pe linia de cusătură și topite printr-un arc electric. În timpul procesului de sudare, bazinul este suflat cu gaz inert.

Reguli pentru întreținerea dispozitivului invertor
Întreținerea unui aparat de sudură de tip invertor include următoarele elemente.
- Inspectie vizuala. Trebuie efectuată de fiecare dată înainte și după începerea lucrului pentru a detecta posibile deteriorări ale izolației cablurilor de sudură și a cablului de alimentare. De asemenea, în timpul unei inspecții externe, se verifică absența deteriorării carcasei și comenzilor (trebuie să verificați regulatorul de curent).
- Efectuarea curățării interioare a unității. Se efectuează după îndepărtarea carcasei de pe dispozitiv pentru a îndepărta praful și contaminanții acumulați din toate componentele sale. Curățarea se efectuează folosind un flux direcționat aer comprimat pe părțile prăfuite.
- Verificarea și curățarea terminalelor dispozitivului. Locurile unde sunt conectate cablurile de alimentare trebuie verificate periodic. Dacă se găsește oxidare pe terminale, aceasta trebuie îndepărtată cu șmirghel fin.
De asemenea, ar trebui să evitați contactul cu aparatul de sudură cu invertor de picături de apă, vapori de apă și alte lichide care pot pătrunde în interiorul unității și pot cauza scurtcircuitarea circuitelor electrice. Dacă totuși orice lichid pătrunde în dispozitiv, atunci carcasa trebuie îndepărtată din acesta și toată umezeala trebuie îndepărtată. Uscați placa electronică a invertorului cu mare atenție folosind un uscător de păr obișnuit.
Crazy Stroitel.ru vă prezintă descriere detaliata sudarea cu un invertor. Un invertor este o mașină de sudură care poate fi folosită pentru a îmbina foile metalice sub influența unei descărcări electrice. Invertoarele de sudura au devenit un adevarat salt in domeniul aparatelor de sudura, deoarece transformatoarele vechi sunt destul de grele si greu de folosit. Invertorul este accesibil oricui; este suficient să cunoașteți câteva principii ale procesului de sudare folosindu-l. Marele avantaj este că atunci când sudați cu un invertor, există mai puține stropiri decât atunci când sudați de la un transformator.

O caracteristică distinctivă a invertorului este, în primul rând, greutatea sa ușoară și capacitățile maxime, cu ajutorul cărora poate efectua astfel de lucrări care au fost efectuate anterior de unități complexe și grele. Electricitatea consumată de acest mic dispozitiv este direcționată exclusiv către funcționarea arcului, cu ajutorul căruia se realizează procesul de sudare directă.
Echipamentul este insensibil la căderile de tensiune din rețeaua electrică, care se observă în zone rurale. Dacă întâmpinați fluctuații în casa dvs. privată, atunci când cumpărați, acordați atenție tensiunii recomandate în fișa tehnică a invertorului. Unele surse permit sudarea cu electrozi d =3 mm chiar și la 185 V tensiune de rețea.
Opinia sudorilor profesioniști este clară: cu ajutorul unui invertor este mai ușor să țineți arcul de sudură și să obțineți o cusătură frumoasă, de înaltă calitate.
Înainte de a începe sudarea cu un invertor sau noțiunile de bază ale sudării electrice
Aparatele de sudura cu invertor sunt foarte economice si extrem de comode de utilizat, ceea ce este foarte important mai ales pentru cei care sunt interesati de sudarea inverter pentru incepatori. Care sunt elementele de bază ale sudării cu un invertor, tehnica de lucru cu acesta, este importantă pentru un începător? În primul rând, este de remarcat principiul de funcționare al invertorului. Deoarece invertorul este o mașină de sudură electronică, sarcina principală a lucrului cu acesta revine rețelei electrice. Față de aparatele de sudură vechi, a căror activare are ca rezultat o zguduire puternică și maximă a energiei electrice, în urma căreia se întrerupe rețeaua electrică a întregului sat, invertorul are condensatoare de stocare care acumulează energie electrică și asigură, în primul rând, neîntreruptă. funcționarea rețelei electrice și, în al doilea rând, aprindeți ușor arcul electric al invertorului. Într-o formă destul de accesibilă, puteți învăța singur lecții de sudare cu invertor. Și dacă aveți o întrebare despre cum să învățați să gătiți folosind sudarea inverter, atunci vă putem oferi mai multe sfaturi utile, care este primul lucru la care ar trebui să acordați atenție înainte de sudare. Foarte punct important este și faptul că, cu cât diametrul electrozilor este mai mare, cu atât consumă mai multă energie electrică. Prin urmare, dacă decideți să vă testați invertorul în funcțiune, merită să calculați aproximativ cantitatea maximă de energie electrică consumată de dispozitiv pentru a nu arde aparate electrocasnice la vecini. În plus, pentru fiecare diametru de electrod este afișată puterea minimă a curentului, adică dacă încercați să reduceți puterea curentului, cusătura nu va funcționa. Dacă decideți să experimentați și să creșteți curentul, cusătura va funcționa, dar electrodul se va arde prea repede.
Invertor: inspecție externă a echipamentului
Invertorul vândut de lanțul de retail arată ca o cutie. Greutatea acestuia depinde de puterea dispozitivului: 3 - 7 kg. Transportul echipamentului se face folosind o curea sau maner. Răcirea se realizează prin orificii de aerisireîn cazul.

Următoarele mânere și indicatoare de control sunt amplasate pe suprafața echipamentului:
pornirea și oprirea dispozitivului se realizează cu ajutorul unui comutator,
valorile curentului și tensiunii sunt setate folosind butoanele de pe panoul frontal,
panoul are indicatoare care informează despre alimentarea cu energie și supraîncălzirea echipamentului,
În fața panoului există ieșiri marcate „+” și „-”.
În plus, kit-ul include două cabluri. Unul dintre ele se termină cu un suport pentru electrozi. Al doilea are o clemă în formă de ac de rufe pentru fixarea produsului de sudat. Echipamentul de sudura este conectat prin conectorul situat pe panoul din spate al dispozitivului.
Bazele sudurii electrice
Pentru a înțelege ce se întâmplă în timpul sudării, trebuie doar să priviți imaginea propusă.

Arcul se formează din contactul părții metalice a electrodului și a metalului care este sudat. Sub influența temperaturii arcului, atât metalul sudat, cât și electrodul încep să se topească. Partea topită a metalului care este sudată și tija metalică a electrodului la locul arcului formează o baie. Învelișul electrodului se topește. O parte din ea se transformă într-o stare gazoasă și închide baia de oxigen.
Învelișul electrodului rămas în stare lichidă este situat deasupra metalului lichid, protejând metalul de oxigenul atmosferic în timpul sudării și în timpul răcirii.
După ce sudarea este încheiată și metalul s-a răcit, partea lichidă a acoperirii se transformă în zgură, care acoperă cusătura cu in afara. După răcirea completă, zgura poate fi îndepărtată cu ușurință prin lovirea cu ciocanul.
Electrodul se topește în timpul sudării. Pentru ca arcul să nu se stingă, este necesar să se mențină o distanță constantă între electrod și metal, așa-numita lungime a arcului. Acest lucru se realizează prin introducerea electrodului în zona de sudare cu aceeași viteză. În același timp, încercați să ghidați electrodul exact de-a lungul îmbinării sudurii.
Videoclip suplimentar pe această temă:
Lecție despre sudarea cu un invertor pentru începători (instrucțiuni pas cu pas)
1. Pentru a începe lucrul cu sudarea, trebuie să aveți elemente de protecție, și anume:
- mănuși din țesătură aspră (nu cauciuc);
- Pentru a vă proteja ochii, asigurați-vă că cumpărați o cască de sudură cu un filtru de protecție instalat, care este selectată ținând cont de magnitudinea curentului de sudare. Este mai convenabil să folosiți o mască cameleon pentru sudare. Filtrul folosit recunoaște arcul și este estompat pentru a se potrivi cu parametrii acestuia. Vă rugăm să rețineți că la temperaturi scăzute filtrul nu are timp să funcționeze la timp; la temperaturi sub -100C, masca cameleon nu oferă protecție;
- o jachetă aspră și pantaloni din material natural dens care nu se aprinde de la scântei în timpul procesului de sudare. Îmbrăcămintea trebuie să acopere gâtul în siguranță și să aibă mâneci lungi, cu nasturi, care să protejeze brațele;
pantofi de piele inchisi cu talpa groasa.

2. Dar o singură mașină nu este suficientă pentru a începe sudarea. Lucrările de sudare necesită disponibilitate fonduri individuale măsuri de protecție și pregătitoare menite să creeze condiții sigure. Pregătirea site-ului este după cum urmează:
Asigurați spațiu liber pe masă pentru sudare. Îndepărtați tot ce nu este necesar acolo unde ar putea pătrunde stropii.
Asigurați iluminat de înaltă calitate pentru zona de lucru.
Lucrările de sudare se efectuează stând pe o pardoseală din lemn care protejează împotriva șocurilor electrice.
3. Setați curentul de sudare și selectați electrodul. Folosim electrozi pentru sudarea cu invertor de la 2 la 5 mm. Setam curentul de sudare in functie de grosimea pieselor si de materialul care se sudeaza. De obicei, pe corpul invertorului este indicat care ar trebui să fie puterea acestui curent.
4. Dacă tocmai ați achiziționat electrozi dintr-un lanț de vânzare cu amănuntul și aveți încredere în calitatea lor, puteți sări peste această secțiune. Informațiile furnizate vor ajuta la pregătirea pentru funcționare electrozii care au fost depozitați în condiții neîncălzite. cameră udă. Pentru a asigura o îmbinare sudata de inalta calitate, acestea trebuie uscate timp de 2-3 ore la o temperatura de 2000C. În acest scop, puteți folosi un cuptor electric vechi.
Electrozii sunt selectați strict pe baza mărcii materialelor sudate. Pentru antrenament, le poți folosi pe cele mai comune: ANO sau MR.
5.Conectați terminalul de împământare la suprafața de sudat (evidențiat cu roșu).

6. Pentru ca conexiunea de sudare să fie fiabilă și de înaltă calitate, înainte de a începe lucrul, metalul de sudat trebuie pregătit:
- Îndepărtați complet rugina de pe margini cu o perie de sârmă.
- Tratați marginile cu un solvent: benzină, white spirit.
- Când pregătiți, acordați atenție inadmisibilității produselor de grăsime și vopsea pe margini.
7. Este mai bine să începeți antrenamentul făcând cusături sub formă de rolă pe o foaie de metal de grosime mare. Faceți prima cusătură pe metal, pe care o așezați pe o suprafață orizontală a mesei. Desenați o linie dreaptă pe metal cu cretă; o veți folosi pentru a așeza rola și a vă ghida în timp ce lucrați. Procesul de sudare începe cu aprinderea arcului. Există două moduri de a aprinde arcul de sudare:
- metal care lovește, ca atunci când aprindeți un chibrit,
- prin lovire pe o suprafață metalică.
Puteți încerca să loviți și să țineți arcul folosind ambele metode. Este recomandabil să nu lăsați urme în afara zonei de sudare la aprindere. Din contactul dintre electrod și metal se formează un arc. Sudorul mută electrodul pe o distanță foarte scurtă corespunzătoare lungimii arcului și începe sudarea.

8. Să începem sudarea.
Vom obține o cusătură de sudură. Îndepărtăm cântarul (soltar de metal pe partea de sus a cusăturii) lovind-o cu un ciocan mic (sau alt obiect dur și greu).

9. Acesta este aproximativ ceea ce ar trebui să obținem.

Priveste filmarea:
Controlul intervalului de arc
Ce este durata arcului sau lungimea arcului? Acesta este golul care se formează în timpul procesului de sudare între electrod și metal. Elementele de bază ale sudării afirmă că punctul important este controlul constant și menținerea aceleiași dimensiuni a acestui gol.
Arc scurt

Cu un arc scurt, de aproximativ 1 mm, metalul este încălzit pe o zonă mică, iar sudura devine convexă. La joncțiunea metalului și cusăturii, poate apărea un defect, cum ar fi o tăietură. Aceasta este o mică canelură lângă cusătură și paralelă cu aceasta. Decuparea reduce caracteristicile de rezistență ale cusăturii.
Arc lung

Cu un arc lung este dificil să-i asigurăm stabilitatea. Arcul este slab protejat de aerul atmosferic, încălzește metalul mai puțin, iar rezultatul este o cusătură de adâncime insuficientă.
Arc normal

Asigurarea unui decalaj constant de dimensiune normală va duce la formarea unei cusături normale cu o bună penetrare. Dimensiunea normală a arcului este de 2-3 mm.
Greșeli populare făcute de începători la sudare:
Învățând să controlezi lungimea arcului, te poți asigura rezultat optim. Arcul formează un bazin de sudură pe măsură ce trece prin gol, topind metalul de bază și electrodul. De asemenea, asigură transferul metalului depus în baie.
Cum se formează corect o cusătură de sudură și ce defecte există
Cum să înveți să sudezi cu un aparat de sudură și să eviți defectele? Când electrodul se mișcă rapid în timpul procesului de sudare, se formează o cusătură defectuoasă. Linia de baie este situată mai jos decât suprafața metalului de bază. Dacă arcul pătrunde intens și adânc în metalul de bază, împinge baia înapoi și creează o cusătură. Prin urmare, în timpul procesului de sudare, este important să vă asigurați că cusătura este la nivel cu metalul. Obținerea adâncimii necesare a unei cusături de înaltă calitate este asigurată de priceperea sudorului. Pe lângă mișcarea de translație de-a lungul marginii de sudură, efectuează mișcări transversale pentru a asigura pătrunderea și obținerea lățimii de cusătură necesară. Alegerea mișcărilor de efectuat este o chestiune personală pentru sudor. Pentru grosimi de metal de până la 4 mm, standardele europene recomandă să nu se efectueze mișcări transversale.
Baia urmează căldura - acest lucru trebuie reținut atunci când schimbați direcția la sudare.  Formarea sub tăietură are loc atunci când nu există suficient metal de electrod pentru a umple complet piscina atunci când treceți. Pentru a preveni formarea unei astfel de caneluri laterale (decupaj), trebuie să controlați limitele exterioare, să monitorizați cu atenție cada și, dacă este necesar, să o faceți mai subțire.
Formarea sub tăietură are loc atunci când nu există suficient metal de electrod pentru a umple complet piscina atunci când treceți. Pentru a preveni formarea unei astfel de caneluri laterale (decupaj), trebuie să controlați limitele exterioare, să monitorizați cu atenție cada și, dacă este necesar, să o faceți mai subțire.

Când electrodul este ușor înclinat, toată forța este îndreptată înapoi și cusătura se ridică (plutește). 
Când electrodul este înclinat prea mult în timpul procesului de sudare, forța este aplicată în direcția cusăturii, ceea ce împiedică controlul normal al băii.

Dacă este necesar să obțineți o cusătură plată sau să mutați baia înapoi, utilizați înclinarea electrodului în unghiuri diferite. Lucrarea începe la un unghi de la 45° la 90°, deoarece acest unghi vă permite să observați baia și să sudați în mod normal.
În timpul lucrului, sudorul introduce electrodul în zona de sudare cu o anumită înclinare. Se face o distincție între sudarea în unghi înainte și înapoi. Această tehnică tehnologică vă permite să reglați parametrii cusăturii.
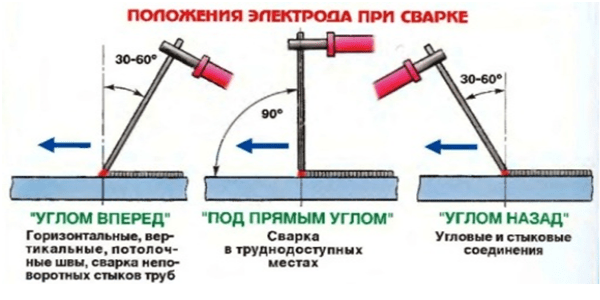
Când sudați la un unghi înainte, cusătura este mai mică în adâncime, dar mai lată, ceea ce este convenabil pentru metalul subțire. Sudarea metalului gros se realizează în unghi înapoi, ceea ce asigură o încălzire mai mare a metalului în profunzime. La efectuarea lucrărilor, se recomandă menținerea unghiurilor indicate în figură. Săgeata albastră mare arată direcția sudării - mișcarea sudurii.
Videoclip suplimentar pe această temă:
Polaritate directă și inversă la sudarea cu un invertor
Procesul de topire a metalului în timpul sudării are loc sub influența căldurii arcului, care se formează între electrod și metal ca urmare a conectării metalului și electrodului la bornele opuse ale mașinii de sudură.
Există două opțiuni pentru efectuarea lucrărilor de sudare, care diferă în ordinea conexiunii, numite sudare cu polaritate directă și inversă. Cu polaritate directă, electrodul este conectat la minus, iar metalul la plus, există un aport de căldură redus în metal. Zona de topire este îngustă, dar în același timp adâncă.
Când polaritatea este inversată, electrodul este conectat la pozitiv, iar metalul la negativ, rezultând o intrare de căldură redusă în produs. Zona de topire este destul de largă, dar nu adâncă. Puteți observa efectul curățării catodice a suprafeței sudate.
Ce polaritate ar trebui să alegeți când sudați? Sudarea se realizează atât în polaritate directă, cât și inversă. Atunci când alegeți, țineți cont de faptul că elementul de rețea conectat la pozitiv se încălzește mai mult. Zona colorată în roșu din figură se încălzește cel mai mult în timpul sudării.
Când sudează metal subțire, le este frică de supraîncălzire și ardere. Un minus este conectat la produs și gătit cu polaritate inversă. Metalul gros este sudat folosind polaritate dreaptă.
Efectul vitezei de avans a electrodului
Viteza de sudare și avansul electrodului trebuie să asigure că o cantitate suficientă de metal topit intră în zona de sudare. Lipsa metalului duce la subcotare.
Când electrodul se mișcă rapid de-a lungul cusăturii, puterea arcului nu este suficientă pentru a încălzi metalul, cusătura este puțin adâncă, se află deasupra metalului, fără a topi marginile fiind sudate. Când electrodul se mișcă lent, supraîncălzirea principală și electrod metalic, posibilă ardere a suprafeței și deformare a metalului subțire.
Efectul curentului
Puterea curentului este setată la invertor conform datelor din tabel. După cum puteți vedea, datele sunt speculative.

Forța curentului și viteza de mișcare au un efect complex asupra sudurii. Curentul mare crește adâncimea de penetrare și vă permite să creșteți viteza electrodului. Cu potrivirea optimă a curentului și vitezei, cusătura este moderat convexă și frumoasă, oferind adâncimea necesară de penetrare a marginilor sudate.
Proces de sudare cu invertor pe table subțiri de metal
 La ce altceva ar trebui să acordați atenție înainte de a efectua procesul de sudare? Despre polaritatea electronilor. Acestea sunt elementele de bază ale sudării. În procesul de sudare DC, există o sursă de sarcină negativă și pozitivă. Vorbind despre cum să conectați corect un invertor de sudură, în primul rând, trebuie să decideți ce încărcare să conectați unde, pe baza faptului că, dacă materialul care trebuie sudat are o sarcină pozitivă, atunci se va încălzi mai mult. Dacă o sarcină pozitivă este conectată la electrod, atunci se va încălzi și va arde mai mult. Polaritatea inversă este tipică atunci când sudați cu un invertor, deoarece este destinat să sudeze subțire table metaliceși sunt ușor de arse. Prin urmare, dacă sunteți interesat în primul rând de sudarea metalului subțire cu un invertor, ar trebui să acordați atenție Atentie speciala pentru a stabili polaritatea inversă a invertorului, precum și puterea normală a curentului. Electrozii pentru sudarea cu invertor a metalului subțire sunt conectați „plus” la arcul invertorului și „minus” la tabla de metal.
La ce altceva ar trebui să acordați atenție înainte de a efectua procesul de sudare? Despre polaritatea electronilor. Acestea sunt elementele de bază ale sudării. În procesul de sudare DC, există o sursă de sarcină negativă și pozitivă. Vorbind despre cum să conectați corect un invertor de sudură, în primul rând, trebuie să decideți ce încărcare să conectați unde, pe baza faptului că, dacă materialul care trebuie sudat are o sarcină pozitivă, atunci se va încălzi mai mult. Dacă o sarcină pozitivă este conectată la electrod, atunci se va încălzi și va arde mai mult. Polaritatea inversă este tipică atunci când sudați cu un invertor, deoarece este destinat să sudeze subțire table metaliceși sunt ușor de arse. Prin urmare, dacă sunteți interesat în primul rând de sudarea metalului subțire cu un invertor, ar trebui să acordați atenție Atentie speciala pentru a stabili polaritatea inversă a invertorului, precum și puterea normală a curentului. Electrozii pentru sudarea cu invertor a metalului subțire sunt conectați „plus” la arcul invertorului și „minus” la tabla de metal.
Într-o casă privată, sudarea pieselor subțiri este mai importantă. Pentru că cele mai mici greșeli pot duce la arderea metalului. Înainte de a începe să lucrați cu părți subțiri, încercați să stăpâniți cusăturile de bază pe metal gros.
- Efectuați sudarea la amperajul minim recomandat.
- Faceți cusătura într-un unghi înainte.
- Asigurați-vă că efectuați sudarea cu polaritate inversă.
- O mare problemă la sudarea metalului subțire este deformarea piesei. Pentru a o reduce, asigurați piesele în timpul sudării.
- Când faceți cleme pe produse lungi, mai mari de 0,5 m, începeți să plasați clemele de la mijlocul produsului până la margini.
Cea mai frecventă solicitare de pe Internet pentru cei care doresc să învețe cum să folosească un invertor este „videoclipul de sudare cu invertor pentru începători”. Vă oferim un videoclip unic pe paginile site-ului nostru în care puteți vedea toate principiile de funcționare a unui invertor pentru un începător.
Și ne vom mai permite câteva sfaturi pentru a învăța procesul de sudare cu un invertor:

Mai multe videoclipuri pe această temă:
Studiați videoclipul despre cum să lucrați corect invertor de sudare si suntem siguri ca procesul de sudare nu va fi dificil pentru dumneavoastra. Înainte de a viziona videoclipul, citiți cu atenție descrierea sudurii, care este scrisă în articolul nostru.
Lecții video despre sudarea cu un invertor:
Și, în sfârșit, cum să alegi invertorul de sudură potrivit?
De asemenea, vă recomandăm:
Comentarii:
Facebook (X)
VKontakte (0)
Obisnuit (37)
- Anatoly
Foarte bine și articol util! Mi-a făcut mare plăcere să-l citesc, mulțumesc pentru o analiză atât de detaliată diverse nuanțe la sudare. Sa exersam!)
- Volodymyr
Pane Meister. Abia incep sa il fierb, l-am pus la tensiunea recomandata, altfel electrodul se arde si polaritatea gurii este normala, dar nu vei putea si oricum vei fi fericit.
- Dmitrii
Sudor Kiev, lucrari de sudura la preturi accesibile
Dacă aveți nevoie de ajutor, scrieți aici în comentarii, vă vom ajuta mereu) - Anton
- Valeri Anatolevici
Video foarte util pentru începători, informatii utile Per total un site util! Mulțumesc! Mult succes in munca ta!
- Tatiana
Am nevoie de un meșter care să sude o coroană de metal pe cadrul icoanei. Metal - alamă.
- Sonya
Multumesc, mi-a placut foarte mult articolul si comentariile
- Alexandru (maistru)
Dragi prieteni, luna aceasta acest articol a fost vizualizat de 8272 ori, ceea ce este o cifră mare. Vă rugăm să recomandați acest articol prietenilor dvs. de pe rețelele sociale pentru a aduce mai mult mai mult beneficiu pentru sudori începători.
- Alexandru
te rog spune-mi polaritatea. + conectati la electrod sau la masa.In rest scriu diferit peste tot.Sudura a incetat din sudarea metalului,a trimis-o la reparatie dupa reparatie,a functionat o vreme si din nou aceeasi problema a fost raportata comandantului si acesta a spus ca electrodul ar trebui să fie conectat la - conectați a + la masă a în instrucțiuni, dimpotrivă, este scris + electrod, - masa.
- Dmitrii
Băieți, vreau să spun următoarele, am destulă practică în sudarea metalelor. Astăzi gătesc metal de parcă aș face un craft din plastilină, pot suda ușor o gaură cu diametrul de 40-100 mm în tavan cu un electrod în trei puncte, fără petic și așa mai departe, pe scurt, e distractiv . Am primit această abilitate și asta s-a întâmplat acum 18 ani, de îndată ce am început să văd și să disting culoarea metalului în timpul încălzirii cu un arc. Prin urmare, consider cea mai importantă abilitate în timpul arderii arcului: 1. de a distinge zgura de metal. 2. vezi temperatura de incalzire a metalului dupa culoarea lui. Învață aceste lucruri și vei fi uimit cât de ușor și simplu este totul.



