1. Vývoj dispozície
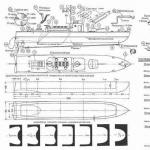
Úlohy boli nasledovné: pokúsiť sa vyrobiť zábradlie, vyrobiť ručné kolieska na davy, zastavovacie kotvy, rebríky, kotevné reťaze, rebríky na rúry, päťcípé hviezdy a dvojhlavého orla.Nakreslené v programe CorelDRAW. Na rozložení som urobil všetky čiary s hrúbkou aspoň 0,18 mm, len na 4 koľajniciach som pre experiment urobil 0,10 mm (pri pohľade dopredu poviem, že tu som rozdiel necítil).
Ukázalo sa toto:
Na záver, aby som „vyplnil“ voľné miesto, som vytlačil volant a hviezdu zo znakových fontov. Už bolo lenivé ťahať k nim „šmýkačky“.
2. Príprava materiálov
Zriedil som chlorid železitý v pohári majonézy (nalial som tretinu pohára prášku a nalial prevarenú vodu (teplú) do dvoch tretín). Na banke bolo napísané: "Zriediť 1 na 3", ale rozhodol som sa, že sa tým nebudem obťažovať.Chlorid železitý vybraný ako najdostupnejší. u mňa (obchod RADIO DETAIL sa chytil skôr ako POTREBY DO DOMÁCNOSTI) Otráviť sa dá aj síranom meďnatým, kyselinou chlorovodíkovou s hydroperitom, kyselinou dusičnou.
Vyrezané z medi? (možno nejaká zliatina, lebo to divoko pružilo) asi 0,2 mm hrubý kus fólie podľa veľkosti predlohy a starostlivo očistiť.
3. Prenesenie rozloženia na fóliu
Tlačiareň, žiaľ, tlačila hnusne. Práve som mu doplnil kazetu a očividne sa dali pocítiť zvyšky rozliateho tonera...Ale nedá sa nič robiť - vybral som si viac-menej čisté miesto na plechu a tam som umiestnil majstra.
Zo substrátu fólie ORAKAL som vystrihla hárok formátu A4, vytlačila naň predlohu a bežala žehliť.
Na vrch výtlačku som dala fóliu a prežehlila som ju cez pár listov papiera žehličkou (pri maximálnom ohreve) asi dve minúty. Majster sa nezmestil na kus fólie :(, no nič ...
Opäť som použil držiak na filmy kvôli dostupnosti. Mnohí používajú lesklé časopisy a dokonca aj hliníkovú fóliu - je tu veľký priestor na experimentovanie. Bál som sa strčiť fóliu do tlačiarne - zrazu okraje poškriabu bubon.
4. Leptanie
Tu som urobil najväčšiu chybu. Musel som zavrieť druhú stranu fólie. V článkoch sa odporúčalo pretrieť nitrom alebo prelepiť páskou. Pravda, niekto varoval, že z lepiacej pásky bude ťažké odtrhnúť detaily, ale ja som sa zdráhal maľovať, kvôli zápachu a strate času a film bol „po ruke“. "Bude zaostávať v rozpúšťadle," rozhodol som sa a bez rozmýšľania som to zakryl bielym ORACALom, pričom som sa rozhodol, že proces leptania bude jasne viditeľný na bielom.Do plastového substrátu som spod produktov (bežne dostupná obdoba fotočlánku) nalial roztok chloridu železitého z téglika od majonézy a dal som tam fóliu.
Proces leptania je nudný až hanba. Aby som to urýchlil, fúkol som do roztoku, čím som vytvoril prietok. Zjavne sa to nemalo robiť. Zdalo sa mi, že leptanie išlo rýchlejšie tam, kde som fúkal, so všetkými smutnými následkami.
Doska bola vyleptaná nerovnomerne
Dôvodov bolo zrejme viacero: aj moje „fúkanie“, aj chyby vo vývoji predlohy a ohýbanie plechu. Výsledkom bolo, že zábradlia v dôsledku bočného leptania začali v strede "miznúť", zatiaľ čo rebríky ešte neboli preleptané.
Aby ste tomu všetkému zabránili, je potrebné, aby bola platňa umiestnená vodorovne a roztok bol premiešaný čo najrovnomernejšie. Naleptaný povrch je potrebné dôkladne prebrúsiť/vyleštiť a odmastiť.
Keď som sa rozhodol umyť pod vodou a odrezať hotové záchranné laná, urobil som druhú chybu - niektoré línie boli zmyté spolu s niektorými prilbami, ku ktorým som bol príliš lenivý na to, aby som dosiahol vtoky.
Len veľmi ťažko sa mi podarilo oddeliť detaily z filmu. Utieranie acetónom nič nerobilo. Pri oddeľovaní došlo k roztrhnutiu koľajníc. Malé veci som úplne hodil do acetónu. Fólia odpadla, ale vrstva lepidla napučala až do hrúbky 1 mm a nechcela sa rozpustiť. Bola prvá hodina v noci a ja som ju len vymazal prstami ...
Potom som zistil, že to bolo potrebné natankovať. Tu je to, čo sa stalo:
Ale do budúcna je mojou voľbou číry NC lak.
Na záver chcem povedať: S experimentom som bol spokojný. Napriek tomu, že z detailov vyšli viac-menej len zastavovacie kotvy a niekoľko ručných koliesok, získal som „neoceniteľné“ skúsenosti a pevné presvedčenie, že otráviť sa dá a treba aj doma. Celý proces mi trval 3 hodiny. Cenu materiálu považujem za nepodstatnú - fólia bola zdedená zo špajze, chlorid železitý sa ešte hodí.
Tu je niekoľko záverov, ktoré som urobil pre seba:
- Vývoj majstra do značnej miery určuje kvalitu budúcich dielov. Ak je to možné, nemali by ste spolu umiestňovať zložité (rebríky so zábradlím) a jednoduché (zábradlia). Nemali by ste sa nechať uniesť malými detailmi (márne som robil podpery v kotviacich reťaziach, hoci rebríky vyšli v poriadku).
- Je potrebné dosiahnuť rovnomerné leptanie všetkých plôch, v tom je záruka kvality.
Rád si vypočujem rady a kritiku môjho konania.
Leptanie kovu niekedy nahrádza odlievanie a gravírovanie, značne uľahčuje celý proces. Môžete získať obrázok ako konkávny - reliéfny a konvexný - basreliéf. Leptanie kovov doma môže byť chemické a galvanické. Prvá možnosť je pri domácom použití toxickejšia, preto na začiatok použijeme druhú, nazýva sa aj elektrochemická.
Vybavenie
Musíte si vziať napájací zdroj alebo transformátor, ktorý môže mať výstup od 4 do 7 V. Okrem toho budete potrebovať dielektrický kúpeľ, musí obsahovať potrebnú časť a druhý kovový predmet, ktorý je pripojený k anóde.
Na vykonanie leptania vzoru na kov je potrebné ho použiť ako síran železitý. Ak je potrebný výkres na medený alebo mosadzný povrch, môžete ho tiež použiť.Hlavná vec je, že voda je destilovaná.
Príprava dielu na leptanie
Aby bol lept jednotný a na správnych miestach, treba diel očistiť od nečistôt a tiež odmastiť. Pre pohodlnejšiu prácu je medený drôt prispájkovaný k časti s cínom, bude vhodné držať predmet. Ak chcete vyčistiť povrch, musíte premenený predmet spustiť do 10% hydroxidu sodného, ktorého teplota je 50 ° C, potom do 15% roztoku kyseliny sírovej a držať ho tam dve minúty, potom ho opláchnuť horúcou vodou. Po dokončení postupu budú povrchy objektu úplne vyčistené a samozrejme sa ich nemôžete dotknúť rukami.
Elektrochemické leptanie kovov
Musíme chrániť miesta, ktoré by sa nemali nakladať. Na tento účel je potrebné na tieto oblasti povrchu naniesť špeciálny tmel. Vyrába sa z troch podielov vosku a dvoch - kolofónie, ktoré sa roztavia v plechovke za miešania. Keď sa všetko zmení na homogénnu hmotu, nechá sa vychladnúť a rozdelí sa na fragmenty. Každá z nich je vložená do gázy, takže po stlačení ňou prenikne toľko mastixu, koľko je potrebné. Potom sa obrobok, ktorý budeme moreť, zahreje. Teraz vezmeme vytvorenú zmes, ktorá bola vložená do gázy, a povrch potrieme rovnomernou vrstvou.
Po ochladení masticha stuhne. Zhora je pokrytá svetlou vodou riediteľnou farbou. Môže to byť akvarel alebo kvaš biely. Potom by mal povlak zaschnúť. Potom môžete použiť kresbu, bude dobre držať na farbe. Dá sa nakresliť ceruzkou alebo preložiť cez uhlíkový papier. Potom musí byť tento obrys poškriabaný ihlou na samotný kov.
Teraz začína leptanie kovu elektrolýzou, jednu tyč pripojíme k anóde - plus, druhú ku katóde - mínus. K prvému pripojíme časť, na ktorú bude obrázok aplikovaný, k druhému ľubovoľnú oceľovú platňu. Potom sa začína proces leptania kovu tam, kde bol obraz poškriabaný.

Ak potrebujete vytvoriť viacúrovňový výkres, všetko sa robí rovnakým spôsobom, ako je opísané vyššie. Zakaždým sa skontrolujú iba obrysy a keď sa najmenší z nich vyleptá do predpísanej hĺbky, diel sa vyberie a pomocou štetca pretrie nahriatym tmelom. Keď stuhne, všetko sa znova opakuje až do ďalšej úrovne kresby. V procese sa postupne vytvára obraz.
Týmto spôsobom sa kov leptá doma, potom sa povrch umyje terpentínom a potom sa leští, čím sa produktu dodáva hotový vzhľad.
Chemikália na leptanie
Teraz sa pozrime na to, ako vytvoriť vzor na kovovom povrchu bez použitia elektrických spotrebičov. Na to potrebujeme chemikálie, ktoré sa voľne predávajú v železiarňach. Takže, začnime. Na leptanie potrebujeme:
- "Biely duch";
- farba, ktorá sa nerozpúšťa v White Spirit;
- acetón;
- živica, ktorá sa používa na pokrytie striech;
- stolová soľ;
- síran meďnatý.
Čistenie dielov
Na začiatok je časť, kde je plánovaný obrázok, vyčistená jemným brúsnym papierom a odmastená. Keď je povrch pripravený, potrebujete miesto, kde bude vzor aplikovaný, zapečatený lepiacou páskou alebo niečím podobným. Potom sa zvyšok povrchu, kde by chemické leptanie nemalo ovplyvniť kov, pretrie farbou. Môže mať akúkoľvek farbu, pokiaľ je odolný voči White Spirit.
Keď farba zaschne, môžete lepiacu pásku odstrániť. Pod ním je čistý kov, pripravený na lakovanie. Teraz na toto "mini-plátno" musíte použiť obrázok. Vyrába sa pomocou živice, ktorá sa rozpúšťa v White Spirit, kým sa nestane tekutým, ako farba. Požadovaný obrázok nakreslí štetcom. Na takejto improvizovanej farbe je dobré, že ak niečo na kresbe nevyjde, bude možné to odstrániť navlhčením handry alebo vatového tampónu v White Spirit. Ak má kresba veľmi malé detaily, ktoré nevyšli dobre štetcom, môžu byť opravené ihlou a po vysušení zoškrabte prebytok.

Týmto spôsobom môžete vyleptať nôž, kľúče, všeobecne akýkoľvek kovový predmet. Teraz, keď je kresba úplne pripravená, môžete pristúpiť k samotnému leptaniu.
moriaci roztok
Potrebujeme liter vody, v ktorej musíme rozpustiť 100 g síranu meďnatého a potom pridať soľ. Musí sa naliať, kým sa neprestane rozpúšťať. Výsledná zmes bude mať modrú farbu. Po ponorení kovového predmetu sa však farba začne meniť na zelenú.
Takže načítajme položku. Chemický proces začína okamžite. Pri celej tejto výrobe sa neuvoľňujú žiadne zdraviu škodlivé látky, takže takéto leptanie kovu doma je bezpečné.
Akcie v chemickej reakcii
Počas reakcie sa vytvorí plak, ktorý bude stále viac a viac. Spomaľuje celý proces, takže ho musíte pravidelne umývať vodou. Nemali by ste to robiť rôznymi kefami, kefami a inými nástrojmi, pretože môžete poškodiť farbu. Tá ale vraj drží celú kresbu a bola by škoda, keby ste si napríklad leptaním noža kresbu na nej nechtiac poškodili. Ide o veľmi jemnú prácu, ktorá si vyžaduje pevnú ruku a trpezlivosť.

Hĺbka vzoru priamo závisí od času, počas ktorého zostane kov v roztoku. Neexistujú žiadne presné kritériá, takže každý majster musí sám sledovať priebeh chemickej reakcie. A až potom, čo to urobíte niekoľkokrát, bude možné s istotou povedať, koľko času je potrebné na prejavenie požadovaného vzoru do zamýšľanej hĺbky.

Výhody a nevýhody elektrochemického a chemického leptania
Medzi výhody elektrochemického leptania kovov doma patrí skutočnosť, že vytvorený vzor je jasnejší, čo je jasne viditeľné, ak sa naň pozriete so zväčšením. Nevýhodou však je, že tento spôsob vyžaduje elektrické zariadenie, ktoré nemusí byť pre každého.

Medzi výhody chemického leptania patrí skutočnosť, že všetko, čo potrebujete, sa dá kúpiť v železiarstve. Tieto prísady sú lacné a čo je najdôležitejšie, nemusíte niekde hľadať napájací zdroj alebo iné zariadenia schopné dodávať napätie od 4 do 7 V. Nevýhodou sú však nedokonalé okraje vzoru.
Chemické roztoky na morenie železa a ocele
Najjednoduchšími účinnými roztokmi na morenie železných a oceľových dielov sú zriedené anorganické kyseliny, najmä 20 % kyselina sírová, v ktorej sa morenie vykonáva pri 45 – 50 °C, alebo 20 – 25 % kyselina chlorovodíková, pri ktorej sa diely moria pri izbovej teplote. . Na leptanie sa používa aj 10-15% kyselina fosforečná zahriata na 60-70°C. Sú v nej vyleptané diely, ktoré budú následne lakované alebo ich povrch zostane bez ďalšieho spracovania. Ak je po morení opatrený galvanizovaným povrchovým náterom, potom je tento kúpeľ nevhodný.
Chemické leptanie povrchov neželezných kovov
Leptanie medi a mosadze
Na mosadzi tvorí roztok svetložltý povlak, na medi - svetloružový. Riešenie obsahuje:
Kyselina dusičná koncentrovaná 250 ml;
- koncentrovaná kyselina chlorovodíková 150 ml;
- Etylalkohol denaturovaný 100 ml;
- Voda 500 ml.
Časti sa otrávia krátkym ponorením do kúpeľa s roztokom, potom sa vyberú a ihneď sa umyjú vodou.
Matná leptaná meď
Po leptaní na meď sa získa drsný (až matný) povrch. Zloženie kúpeľa:
Kyselina dusičná 40% 600 g;
- kyselina sírová koncentrovaná 400 g;
- chlorid sodný 3 g;
- síran zinočnatý 2 g.
Brilantné leptanie medi a jej zliatin
Kyselina sírová koncentrovaná 500 ml;
- Kyselina dusičná koncentrovaná 500 ml;
- koncentrovaná kyselina chlorovodíková 10 ml;
- Sadze 5 g.
Prevádzková teplota kúpeľa je 18-20°C. Časti bez tuku sa ponoria do kúpeľa s roztokom na 10-30 sekúnd, potom sa vyberú, premyjú vodou a vysušia.
Roztok na morenie hliníka a jeho zliatin
Vodný roztok obsahuje:
Fluorid sodný 40 g/l;
- lúh sodný 50 g/l.
Prevádzková teplota kúpeľa je 70-80°C, doba spracovania cca 1 minúta.
Ďalší vodný roztok obsahuje
Oxid chrómu 30 g/l;
- kyselina sírová koncentrovaná 150 g/l;
- Pracovná teplota kúpeľa je 70°C, doba spracovania je 1-1,5 minúty;
Najjednoduchší spôsob dekoratívneho lakovania výrobkov z ocele
Elektrochemická metóda môže byť použitá na lakovanie oceľových výrobkov v akejkoľvek farbe. Ak je vrstva farby lakovaná, spoľahlivo ochráni výrobok pred koróziou. Zloženie roztoku, v ktorom sú výrobky z ocele natreté, obsahuje tieto zložky:
Medený vitriol 60 g;
- Rafinovaný cukor 90 g;
- lúh sodný 45 g;
- Voda do 1 litra.
Síran meďnatý sa rozpustí v 200-300 ml destilovanej vody, potom sa do výsledného roztoku pridá cukor. Oddelene sa lúh sodný rozpustí v 250 ml vody a po malých častiach (za miešania) sa k nemu pridá roztok síranu meďnatého s cukrom. Po zmiešaní týchto dvoch roztokov pridajte destilovanú vodu na 1 liter. Diel sa čistí, leští a odmasťuje v roztoku používanom pri pokovovaní niklom a následne sa dôkladne umyje v teplej vode. Prídavná elektróda je vyrobená z červenej medi (najlepšie triedy M0, M1). Časť a elektróda sú napojené na batériu z vreckovej baterky (alebo iného 4-6 V DC zdroja) a medená elektróda musí byť pripojená k plusu batérie a časť k mínusu. Medená elektróda sa najprv spustí do roztoku a potom časť. Po 5-10 sekundách sa batéria odpojí a farbenie pokračuje bez elektrického prúdu. Časť, ktorá je v roztoku od 2 do 25 minút, je natretá v nasledujúcich farbách (v poradí ich vzhľadu): hnedá, fialová, modrá, modrá, svetlozelená, žltá, oranžová, červenofialová, zelenomodrá, zelená, ružovo-červená. Položku je možné vybrať z roztoku (skontrolovať farbu) a znova spustiť do roztoku - proces bude prebiehať normálne. Pri držaní dielu v roztoku dlhšie ako 25-30 minút sa proces mnohokrát cyklicky opakuje.
Pri odparovaní elektrolytu sa do kúpeľa pridáva destilovaná voda, pretože zvýšenie koncentrácie elektrolytu zhoršuje kvalitu farby. Na získanie kontrastnejších farieb je potrebné do hotového elektrolytu pridať 20 g uhličitanu sodného (bezvodá sóda). Ak sa zafarbenie ukázalo ako neúspešné, film sa dá ľahko odstrániť utretím časti amoniakom. Lakované časti sa umyjú vodou, vysušia a prelakujú bezfarebným lakom.
Jednoduchý spôsob, ako ozdobne dokončiť hliníkový povrch s perleťovým efektom
Hliníkový povrch sa čistí kovovou kefou, pričom sa robia malé ťahy v rôznych smeroch (vytvára sa určitý vzor). Čipy a nečistoty sa z povrchu odstránia čistou handrou. Čistý hliníkový povrch je pokrytý rovnomernou vrstvou 10% roztoku hydroxidu sodného (pracovná teplota roztoku je 90-100°C). Po zaschnutí roztoku sa na hliníkovom povrchu vytvorí krásny film s perleťovým leskom. Pre lepšiu konzerváciu je film pokrytý bezfarebným lakom. Krajší film sa získa, ak sa pred nanesením roztoku hydroxidu sodného produkt alebo časť zahreje na 80 - 90 ° C.
Chemický spôsob čírenia produktov a detailov zo siluminu (reštaurovanie)
Výrobky a diely vyrobené zo siluminu (zliatina hliníka s kremíkom) sú rýchlo pokryté oxidovým filmom tmavých tónov. Ak sú však zosvetlené, môžu byť dlho lesklé. Výrobky alebo diely sa vyčistia a v prípade potreby vyleštia, potom sa odmastia, umyjú a ponoria na 10-20 minút do nasledujúceho roztoku:
Anhydrid kyseliny chrómovej 100 g;
- kyselina sírová koncentrovaná 10 g;
- Voda do 1 litra.
Pracovná teplota roztoku je 18-20°C.
Po vyčírení sa výrobky a diely umyjú a sušia a aby povrchy výrobkov a dielov dlho neoxidovali, sú pokryté bezfarebným lakom.
Čo potrebujete vedieť o leštení ocele a neželezných kovov
Leštenie sa používa na zlepšenie čistoty povrchu dielov, zariadení, na odstránenie stôp po predchádzajúcom spracovaní na nich (ťahy, škrabance, malé preliačiny a najmenšie nerovnosti). Existujú dva typy leštenia - predbežné a konečné. Predleštenie slúži na mechanické odstránenie nerovností povrchu voľnými brusivami (vo voľnom stave) alebo zrnami upevnenými na pracovnej ploche leštiaceho kotúča. Konečné leštenie sa vykonáva jemnými brúsnymi práškami alebo mäkkými elastickými kotúčmi potiahnutými jemnými leštiacimi pastami. Najjemnejšiu povrchovú úpravu dosiahneme trením kúska plsti alebo vlnenej látky namazanej špeciálnou pastou na leštenie kovov. Po vyleštení získa povrch zrkadlový lesk.
Vápenná pasta sa používa na leštenie niklu, mosadze, hliníka a iných kovov, jej zloženie (v %) je nasledovné:
viedenské vápno 71,8;
- Ceresin 1,5;
- kyselina stearová 2,3;
- Solidol T 1,5;
- terpentín 2,2;
Zloženie pasty (v %) na leštenie ocele a iných kovov:
parafín 20;
- stearín 10;
- technický tuk 3;
- Mikroprášok M50 67;
Poznámka
Voskové a tekuté materiály sa zmiešajú a zahrievajú vo vodnom kúpeli (alebo na miernom ohni). Potom sa do horúcej hmoty primiešajú suché prísady.
Pasty GOI sú určené na leštenie ocele a iných kovov a sú to oxid chrómu zmiešaný s voskovými látkami. Pasty sa vyrábajú v troch triedach: hrubé, stredné a jemné. Pri absencii chrómovej pasty je možné úspešne aplikovať oxid chrómu olejovej farby zriedený petrolejom. Crocus pasta (oxid železa) sa predáva v obchodoch hotová (v zubných protézach sa používa pod názvom "pasta na zlato"). Crocus pasta sa používa na leštenie mosadze, bronzu, striebra a iných kovov. Prášok "Shine", zriedený strojovým olejom, sa používa na jemné leštenie kovov.
Chemické leštenie kovov
Kovy je možné leštiť chemicky, t.j. jednoduchým ponorením dielu alebo predmetu do kúpeľa s leštiacim roztokom bez použitia elektrického prúdu. Na tento účel môžete použiť porcelánové poháre alebo podnosy. Leštiaci roztok pozostáva z nasledujúcich látok:
Kyselina fosforečná koncentrovaná 350 ml;
- Kyselina dusičná koncentrovaná 50 ml;
- kyselina sírová koncentrovaná 100 ml;
- síranová alebo dusičnanová meď 0,5 g.
Prevádzková teplota kúpeľa je 100-110°C. Doba leštenia od 0,5 do 4 min. Pri leštení sa uvoľňujú dusivé výpary, preto by kúpeľ mal byť v digestore alebo vonku.
Toto riešenie dobre leští hliník a jeho zliatiny. Je vhodný aj na leštenie iných kovov, ale prevádzkové podmienky (doba leštenia, teplota) musia byť odlišné.
CHEMICKÉ SPRACOVANIE KOVOV
Chemické niklovanie výrobkov z ocele, medi, mosadze a bronzu
Diely vyrobené z ocele a zliatin medi môžu byť galvanicky pokovované niklom. Takýto povlak nielen dobre chráni diely pred koróziou a dodáva im krásny vzhľad, ale má aj zvýšenú odolnosť proti opotrebeniu. Výhodou chemického niklovania je aj to, že nikel sa rovnomerne nanáša na všetky, vrátane vnútorných povrchov dielov.
Diel, ktorý sa má poniklovať, musí byť riadne pripravený: brúsený, leštený a odmastený. Oceľové diely sa odmastia v roztoku obsahujúcom 20-30 g hydroxidu draselného (alebo lúhu sodného), 25-50 g sódy a 5-10 g tekutého skla (silikátové lepidlo) na 1 liter vody; meď - v roztoku obsahujúcom (pre rovnaké množstvo vody) 100 g fosforečnanu sodného a 10-20 g tekutého skla. Pred pokovovaním niklom sa medené časti musia držať na žehličke 0,5-1 min. Malo by sa tiež pamätať na to, že zliatiny obsahujúce viac ako 1 – 2 % olova alebo kadmia nie sú vhodné na chemické pokovovanie niklom.
Odmasťovanie oceľových a medených dielov pri izbovej teplote končí po 40-60 minútach, pri teplote 75-85°C - po 20-30 minútach. Potom sa diel dôkladne premyje tečúcou vodou a ponorí sa na 0,5 až 1 minútu do 5% roztoku kyseliny chlorovodíkovej, aby sa odstránil oxidový film, potom sa znova premyje vodou a okamžite sa prenesie do roztoku na pokovovanie niklom. V 1 litri vody zohriatej na 60 °C sa rozpustí 30 g chloridu nikelnatého a 10 g octanu sodného. Potom sa teplota zvýši na 80 ° C, pridá sa 15 g fosforečnanu sodného - a roztok je pripravený. Časť sa do nej ponorí, teplota sa zvýši na 90-92°C a na tejto úrovni sa udržiava až do konca procesu pokovovania niklom. Pri nižších teplotách sa rýchlosť procesu prudko spomalí a pri zahriatí nad 95 °C sa roztok môže znehodnotiť.
Požadované množstvo (objem) roztoku závisí od plochy poniklovanej časti. Pomer tejto plochy (v štvorcových decimetroch) k objemu roztoku (v litroch) by mal byť v rozmedzí 2,5-3,5.
Takže napríklad pri S/V=3 počas 1 hodiny bude hrúbka vrstvy niklu 10 mikrónov.
Použité chemikálie nie sú toxické, odmasťovanie a niklovanie nie sú sprevádzané uvoľňovaním škodlivých plynov.
Chemické pomeďovanie oceľových a liatinových dielov
Celkom jednoducho sa meď chemicky nanáša na železo, oceľ a liatinu. Pokrytie je uspokojivé.
Na potiahnutie týchto kovov sa roztok skladá z nasledujúcich látok:
Síran meďnatý 8-50 g;
- kyselina sírová koncentrovaná 8-50 g;
- Voda do 1 litra.
Prevádzková teplota 18-20°C. Po dôkladnom očistení a odmastení sa diely ponoria na niekoľko sekúnd do roztoku. Časti potiahnuté meďou sa vyberú z roztoku, premyjú sa vodou a vysušia sa.
Chemické chrómovanie kovov
Časti vyrobené z ocele, medi a mosadze sú chemicky pochrómované v roztoku obsahujúcom:
Fluorid chrómový 14 g;
- hypofosforečnan sodný 7 g;
- citrát sodný 7 g;
- Ľadová kyselina octová 10 ml;
- lúh sodný (20% roztok) 10 ml;
- Voda do 1 litra.
Prevádzková teplota okolo 80°C. Vyčistené a odmastené diely sú pokovované v priebehu 3-8 hodín.V prípade chemického chrómovania oceľových predmetov sa odporúča najskôr ich chemicky pomeďovať. Časti s nanesenou vrstvou chrómu sa premyjú vo vode a vysušia.
Chemické pokovovanie kovov niklom
Roztok na pokovovanie niklom pozostáva z nasledujúcich látok:
Síran nikelnatý-amónny 50 g;
- chlorid amónny 40 g;
- Voda do 1 litra.
K roztoku sa pridá malé množstvo kovového zinku a zmes sa nepretržite mieša.
Chemické farbenie cínových výrobkov do bronzovej farby
Cínové výrobky sú chemickou metódou dobre natreté do bronzovej farby. Výrobky sa ponoria do roztoku alebo sa utierajú handričkou namočenou v roztoku pozostávajúcom z nasledujúcich látok:
Síran meďnatý 25 g;
- síran železnatý železnatý 25 g;
- Voda do 500 ml.
Potom sa výrobok vysuší, vykartáčuje, utrie handrou a opäť ponorí do roztoku pozostávajúceho z nasledujúcich látok:
Kyselina octová meď 100 g;
- Kyselina octová 10% 400 ml.
Potom sa produkt vysuší. Ak je to žiaduce, môže byť leštené a pokryté priehľadným lakom.
"Zlatenie" mosadze
Mosadz a výrobky z nej na vzduchu rýchlo blednú a oxidujú. Na ochranu leštených predmetov pred oxidáciou sú mosadzné časti často potiahnuté špeciálnym zlatým lakom. Jednoduchšia a cenovo dostupnejšia metóda je nasledovná: po dôkladnom očistení a vyleštení sa mosadzná časť ponorí do 10-15% roztoku nejakého druhu alkálie, aby sa z jej povrchu odstránili tuky. Potom sa časť premyje vodou a ponorí sa do slabého (2-3%) roztoku kyseliny sírovej alebo chlorovodíkovej na 1-2 sekundy. Dobré výsledky sa dosiahnu, ak sa mosadz ponorí do roztoku hydrogénsiričitanu sodného, potom sa premyje vodou a ponorí do roztoku octanu meďnatého zahriateho na 36-40 ° C.
V závislosti od času, počas ktorého je diel v roztoku, je mosadz natretá od svetlozlatej farby po farbu čistého zlata a dokonca až do červenofialového odtieňa. Farba farby sa monitoruje čas od času odstránením časti z roztoku. Po natretí sa diel premyje vodou a vysuší na vzduchu. Farba je trvalá a časom sa nemení. Meď kyseliny octovej je komerčne dostupná, ale môžete si ju uvariť sami. Za týmto účelom rozpustite 5 g síranu meďnatého v 0,5 litri vody a potom zmiešajte s roztokom octanu olovnatého (olovnaté mlieko v lekárni alebo olovnatý cukor).
Druhý roztok sa skladá z 8 g octanu olovnatého a 0,5 l vody. Po zmiešaní roztokov sa vyzráža síran olovnatý a v roztoku zostáva octan meďnatý. Toto riešenie bude slúžiť ako pracovné riešenie. Zrazenina sa môže odfiltrovať alebo ponechať na dne nádoby.
Farbenie medi pod zlato
4 g lúhu sodného a 4 g mliečneho cukru sa rozpustí v 100 g vody, varí sa 15 minút, potom sa za stáleho miešania po malých dávkach pridajú 4 g roztoku nasýteného síranu meďnatého. Dobre vyčistené medené výrobky sa ponoria do horúcej zmesi. Podľa dĺžky pôsobenia získavajú rôznu farbu – od zlatej, zelenej až po úplne čiernu.
Zlatý lak na mosadz (pasivácia mosadzou)
Pri pasivácii mosadze sa vytvorí stabilný ochranný film, podobný pozláteniu. Tento film sa nebojí vlhkosti, takže rybári pasivujú mosadzné rotačky. Očistená, vyleštená a odmastená časť sa ponorí na 1 s do roztoku pripraveného z 1 dielu dusičnej a 1 dielu kyseliny sírovej a ihneď sa prenesie na 10-15 minút do silného roztoku dvojchrómanu draselného (kyseliny chrómovej).
Potom sa časť umyje a vysuší.
Chemické farbenie mosadze
Vyčistená, odmastená a umytá časť sa ponorí do jedného z nasledujúcich roztokov.
1. riešenie:
Hyposulfit 11 g;
- olovnatý cukor 39 g;
- Voda do 1 litra.
Teplota roztoku 70°C.
2. riešenie:
V 250 ml vriacej vody rozpustite 10 g lúhu sodného a 10 g mliečneho cukru. Potom za stáleho miešania pridajte do roztoku 10 ml koncentrovaného roztoku síranu meďnatého.
V priebehu 3-10 minút sa časť, ktorá je v jednom z roztokov, zmení na zlatú, modrastú, modrú, fialovú a nakoniec dúhovú.
Keď sa získa požadovaná farba, časť sa vyberie, vysuší a vyleští handričkou.
Mosadz získa modro-čiernu farbu, keď sa pripravený diel ponorí na 1-3 minúty do nasledujúceho roztoku:
Amoniak (25% amoniak) 500 ml;
- hydrogénuhličitanová (alebo uhličitanová) meď 60 g;
- Mosadz (piliny) 0,5 g.
Po zmiešaní zložiek sa roztok 2-3 krát dôkladne pretrepe, potom sa časť ponorí do neho.
Mosadz zhnedne, keď je diel ponorený do jedného z nasledujúcich riešení.
1. riešenie:
Hyposulfit 50 g;
- medený vitriol 50 g;
- Voda do 1 litra.
Teplota roztoku 70°C.
2. riešenie:
Sulfid sodný 100 g;
- Voda do 1 litra.
Teplota roztoku 70°C.
3. riešenie:
octové olovo 30 g;
- hyposulfit 90 g;
- Voda do 1 litra.
Teplota roztoku je 80-90°C.
Na prípravu 3. roztoku je potrebné obidve látky rozpustiť oddelene v polovičnom objeme vody, potom ich spolu scediť a zahriať na 80-90°C. Po lakovaní sa časť umyje teplou vodou, vysuší a prekryje bezfarebným lakom.
Najjednoduchšia cesta k striebru
Ako postriebrovacia kompozícia sa používa použitý hyposulfit (ustálič), ktorý už nie je vhodný na fixáciu fotografických filmov alebo fotografického papiera. Metóda je mimoriadne jednoduchá. Medená časť sa vyčistí do lesku, uvarí sa v roztoku sódy a dôkladne sa premyje vodou. Potom sa ponorí do použitého hyposulfitu. Po chvíli sa na diele usadí striebro. Po umytí vodou sa diel vysuší a vyleští handričkou. Kvalita postriebrenia a sila priľnavosti striebra k medi závisí od koncentrácie striebra v roztoku hyposulfitu.
Postriebrenie kovových častí horúcim spôsobom
Táto metóda môže byť použitá na striebrenie akéhokoľvek kovu. Skladá sa z nasledovného: čisto spracovaná časť sa ponorí na zinkovú pásku do vriaceho roztoku pozostávajúceho z nasledujúcich zložiek:
Železo-kyanogén draselný 120 g;
- potaš 80;
- chlorid strieborný 7,5 g;
- Destilovaná voda do 1 litra.
Proces postriebrenia končí po úplnom pokrytí povrchu dielu striebrom. Potom sa časť vyberie z roztoku, umyje sa a vyleští. Malo by sa pamätať na to, že keď roztok vrie, uvoľňujú sa škodlivé látky, takže varenie by sa malo vykonávať na čerstvom vzduchu alebo pod kapotou.
Chemické striebrenie
1. Niekoľko listov matného fotografického papiera "Unibrom" sa rozreže na kúsky a ponorí sa do roztoku fixačnej soli (soľ sa zriedi v objeme vody uvedenom na obale).
Do tohto roztoku sa vloží očistený a odmastený diel a potiera sa emulznou vrstvou papiera, kým sa na povrchu dielca nevytvorí hustá vrstva striebra. Po umytí v teplej vode sa diel utrie suchou handričkou.
2. Pridajte 1-2 ml amoniaku a 2-3 kvapky formalínu do 300 ml použitého ustaľovača (zostáva po vytlačení fotografií) (roztok sa skladuje a manipuluje sa s ním iba v tme).
Vyčistená a odmastená časť sa vloží do roztoku na 0,5-1,5 hodiny, potom sa umyje v teplej vode, vysuší a utrie mäkkou handričkou.
Strieborná pasta
Časti z medi, bronzu, mosadze, pomedeného železa môžu byť postriebrené pastami.
1. Strieborná pasta sa pripraví takto: v 300 ml destilovanej vody alebo vody získanej z ľadu domácich chladničiek rozpustite 2 g dusičnanu strieborného (lapis) a do roztoku pridajte 10 % roztok chloridu sodného, kým sa chlorid strieborný nezastaví. zrazenina. Táto zrazenina sa premyje 5-6 krát v tečúcej vode. Oddelene sa rozpustí 20 g hyposulfitu a 2 g chloridu amónneho (amoniak) v 100 ml destilovanej vody. Potom sa k výslednému roztoku v malých dávkach pridáva chlorid strieborný, kým sa neprestane rozpúšťať. Výsledný roztok sa prefiltruje a zmieša s jemne mletou kriedou na konzistenciu hustej kyslej smotany. Predtým odmastená časť sa rozotrie pastou pomocou vaty alebo gázy, kým sa na jej povrchu nevytvorí hustá vrstva striebra, potom sa časť umyje vodou a utrie sa suchou handrou.
2. Vyleštená a odmastená časť sa pretrie handričkou alebo kúskom mäkkej kože, na ktorú sa nanesie pasta zloženia:
chlorid strieborný 6 g;
- kuchynská soľ 8 g;
- Kyslý vínan draselný (vínny kameň) 8 g.
Uvedené látky sa rozomelú v mažiari a uskladnia v tmavej nádobe, pred použitím sa zmes riedi destilovanou vodou, kým nevznikne tekutá pasta. Keď je diel pokrytý vrstvou striebra, umyje sa vo vode a jemným flanelom sa rozotrie do lesku.
3. Strieborná pasta sa pripraví nasledovne: do nádoby nalejte 2 g amoniaku, 4 g vínneho kameňa a 1 g dusičnanu strieborného (lapis), pridajte trochu destilovanej vody, kým nevznikne polotekutá kaša. Potom handričkou natretou pastou sa vyleštená a odmastená časť pretrie do strieborného lesku.
Chemická metóda striebrenia nekovových materiálov
Chemicky je možné pokovovať aj nekovové diely, ako sú plasty, sklo, keramika, drevo atď. Nižšie uvedené riešenie postriebrenia nekovových materiálov dáva veľmi dobré výsledky najmä pri pokovovaní skla (striebrenie zrkadlových plôch, nádob, žiaroviek, reflektorov pre premietacie zariadenia a pod.).
Zloženie kúpeľa na striebrenie zahŕňa nasledujúce látky
Zloženie A
Dusičnan strieborný 12 g;
- dusičnan amónny 18 g;
Po úplnom rozpustení látok sa roztok doplní destilovanou vodou na 750 ml.
Zloženie B
Hydroxid sodný (chemicky čistý) 19 g;
- Destilovaná voda 500 ml.
Po úplnom rozpustení hydroxidu sodného sa roztok doplní destilovanou vodou na 750 ml.
Zloženie B
Sacharóza 12,5 g;
- kyselina vínna 1,5 g;
- óda destilovaná 125 ml;
Roztok sa varí 20 minút a potom sa doplní destilovanou vodou na 500 ml.
Všetky roztoky sa skladujú oddelene v tmavých nádobách so zabrúsenými zátkami.
Roztok na postriebrenie sa získa zmiešaním kompozícií A a B, do ktorých sa bezprostredne pred postriebrením pridá kompozícia C. Diely určené na postriebrenie sa dôkladne očistia v horúcom roztoku sódy, opláchnu tečúcou vodou a ponoria do kúpeľa s čerstvo pripravenou Riešenie. Pracovná teplota roztoku je 18-20°C. Čas striebrenia - 10 min. Pokovovanie sa môže vykonať dvakrát alebo trikrát za sebou, ale vždy v čerstvom roztoku. Postriebrené diely sa sušia pri teplote 50 ° C 1 hodinu a pri teplote 18-20 ° C - 24 hodín.Zo skla, porcelánu alebo keramiky možno vrstvu striebra ľahko odstrániť kyselinou dusičnou.
Sfarbenie strieborných predmetov na fialovo chemicky
Strieborné alebo postriebrené predmety sa sfarbia do fialova v roztoku pozostávajúcom z nasledujúcich látok:
síran sodný bezvodý 12,5 g;
- uhličitan sodný 5 g;
- Voda 500 ml.
Roztok sa zahreje na 80°C a predmet sa doň ponorí na niekoľko sekúnd. Potom sa predmet nechá vysušiť. Povrch predmetu je možné prelakovať transparentným lakom.
Chemický roztok na farbenie strieborných predmetov na čierno
Strieborné alebo postriebrené predmety po uvarení v roztoku síranu sodného (100 g na 500 ml vody) sčernejú. Po varení v tomto roztoku sa predmety vysušia a prekryjú priehľadným lakom.
Zlacenie kovových výrobkov za tepla
V sklenenej nádobe sa zmieša 20 g kyseliny dusičnej a 20 g kyseliny chlorovodíkovej. V tejto zmesi sa rozpustí 1 g zlata. Keď sa zlato rozpustí, do roztoku sa pridá 1 g chloridu antimónneho a 1 g čistého cínu. Nádoba s roztokom sa vloží do horúcej vody a varí sa, kým sa cín nerozpustí, potom sa pridá 20 g nasýteného roztoku kyseliny boritej. Výrobky určené na pozlátenie sa čistia, leštia a varia v roztoku žieravého hydroxidu draselného alebo sodného. Roztok sa nanáša na výrobok štetcom; sušený produkt sa zahrieva na plameni liehovej lampy alebo na ohni z dreveného uhlia. Po zahriatí sa získa dobré zlátenie, ktoré nevyžaduje leštenie. Roztok skladujte v sklenenej nádobe so zabrúsenou zátkou na tmavom mieste.
Pozlátenie bez externého zdroja prúdu Kontaktné pozlátenie sa používa na získanie veľmi hustých a rovnomerných povlakov, ktoré sa vyznačujú vysokou priľnavosťou a ak nie je potrebná veľká hrúbka povlaku. Elektrolýza touto metódou nepotrebuje externý zdroj prúdu. Potenciálny rozdiel potrebný na depozíciu zlata vytvára galvanický článok, v ktorom potiahnutý predmet slúži ako katóda, ponorený do zlaceného elektrolytu a anódou je zinková platňa, ktorá je v koncentrovanom roztoku chloridu sodného a je spojená k predmetu pomocou drôtu, ako je znázornené na obr. 1. Na elektrolýzu je možné použiť akýkoľvek zahriaty pozlátený elektrolyt z tých, ktoré sú uvedené v tabuľke.
Pozlátenie ponorením je založené na vytvorení rozdielu potenciálov na rozhraní povrchu potiahnutého kovu a vrstvy elektrolytu, ktorá k nemu prilieha. Kvalitné povlaky sa vytvárajú iba na mosadzných alebo mosadzných častiach. Preto sú detaily z iných kovov predbežne mosadzované (minimálna hrúbka vrstvy 1-2 mikróny). Proces pozlátenia sa automaticky zastaví, keď sa získa vrstva zlata s hrúbkou asi 0,1 mikrónu, ale povlak je hustý, lesklý a má dobrú priľnavosť k povrchu dielov.
Zloženie roztokov a režimy prevádzky pri zlacení ponorom

Odstránenie nekvalitného pozlátenia
Na odstránenie nekvalitných povlakov sa pozlátené strieborné predmety suspendujú ako anódy v 5% roztoku kyseliny chlorovodíkovej pri teplote 18-20°C. Ako katódy slúžia železné alebo olovené platne. Hustota anódového prúdu 0,1 - 1 A / dm?. Medené prívesky. Okrem toho môže byť zlatý povlak odstránený v "kráľovskej vodke". "Aqua regia" je zmes kyselín (50% kyselina dusičná zmiešaná v 50% kyseline chlorovodíkovej). Zmes sa používa na leptanie medi, mosadze, železa, ocele, zinku atď. Tento roztok pôsobí na kovy takmer okamžite; korózia a nečistoty miznú a povrch kovu sa stáva lesklým alebo častejšie matným. Klenotníci používajú túto zmes na určenie čistého zlata.
Poznámka
Pri používaní aktívnych kyselín je potrebné prísne dodržiavať bezpečnostné pravidlá. Malo by sa pamätať na to, že pri riedení kyseliny vodou (napríklad kyselinou sírovou) je potrebné naliať kyselinu do vody a nie naopak, inak kyselina strieka, čo môže viesť k ťažkým popáleninám.
Jednoduché spôsoby, ako extrahovať striebro z použitého hyposulfitu (fixátor)
Na konštrukciu fotografického obrazu sa minie len časť striebra obsiahnutého vo fotocitlivej vrstve fotografického materiálu. Väčšina striebra ide do ustaľovača a vývojky a môže sa izolovať a zbierať.
1. spôsob.
Umožňuje zvýrazniť čisté striebro. Skladá sa z nasledovného: železné hobliny alebo malé železné klince, dobre umyté od tuku benzínom, sa nalejú do nádoby s vyčerpaným fixátorom. Z času na čas sa roztok pretrepe. Po 7-10 dňoch sa roztok vypustí a nechty sa sušia na vzduchu. Striebro usadené na nechtoch sa drobí ako čierny prášok, ktorý sa potom dá roztaviť na ingoty.
2. spôsob.
Vyčerpaný fixátor a rovnaký objem použitej metylhydrochinónovej vývojky sa nalejú do jednej nádoby. K výslednej zmesi sa pridá 30 % roztok hydroxidu sodného v množstve 100 ml na každý liter použitého ustaľovača. Striebro je uložené vo forme najjemnejšieho čistého strieborného prášku. Proces trvá minimálne 48 hodín.
Zrazenina striebra vytvorená počas tejto doby sa odfiltruje a vysuší. Zvyšný vodný roztok tiosíranu sodného, t.j. fixátor, môže byť znovu použitý v práci.
3. spôsob.
Leštený plech z mosadze je umiestnený v použitom fixátore, ktorý je v sklenenej nádobe. Po 48 hodinách sa na ňom usadí takmer všetko kovové striebro z vyčerpaného roztoku. Po vyzrážaní sa list dobre premyje vodou a vysuší. Potom sa z jeho povrchu opatrne zoškrabe vrstva striebra.
4. spôsob.
Do 1 litra použitého fixačného roztoku pridajte 5-6 g hydrosiričitanu sodného a 5-6 g bezvodej sódy. Po 19-20 hodinách sa kovové striebro vytvorené vo forme čierneho jemného prášku odfiltruje a fixačný roztok bez striebra sa okyslí hydrogénsiričitanom sodným a znova sa použije na prácu.
5. spôsob.
Na tento účel pripravte 20% roztok síranu sodného a nalejte ho do použitého ustalovača rýchlosťou 20 ml roztoku na každý liter ustaľovača. Po dôkladnom premiešaní roztoku sa nechá jeden deň usadiť. Roztok sa potom dekantuje od zrazeniny a zrazenina sa suší na papieri. Zrazenina je sulfid strieborný. Zrážanie sa vykonáva na čerstvom vzduchu alebo so zvýšeným vetraním, aby sa znížilo uvoľňovanie sírovodíka, použitý fixačný roztok sa najskôr alkalizuje.
MAĽOVANIE KOVOV
Povrchová úprava kovu lakom "moiré"
Pred nanesením laku "moaré" sa povrch kovovej časti odmastí zahrievaním v peci (peci) po dobu 15-20 minút pri teplote 80-100 ° C, potom sa natrie žiaruvzdorným smaltom, pretrie lakom tmeliť a vysušiť. Keď diel dobre zaschne, ošetrí sa pemzou s vodou a brúsnym papierom, utrie sa do sucha, prekryje sa rovnomernou vrstvou moaré laku striekacou pištoľou a vloží sa na 10-15 minút do rúry s teplotou asi 80 °C .
Vzor vzoru závisí od hrúbky povlaku a trvania zahrievania dielu. Keď sa na diele vytvorí vzor, vyberie sa na krátky čas z pece na čiastočné ochladenie a potom sa vloží späť do pece na konečné vysušenie laku. Pri teplote 120-150°C lak úplne vyschne do 30-40 minút a pri nižšej teplote - do 2-3 hodín.
Na ochranu natretého povrchu pred zaprášením je pokrytý celuloidovým lakom: celuloid sa rozpustí v acetóne na konzistenciu tekutého olejového laku a nanesie sa na povrch v rovnomernej vrstve tampónom. Po zaschnutí acetónu zostane na povrchu silný ochranný film.
Odolný náter sa získa, ak sa k hliníkovej farbe pridá lepidlo BF-2. Lepidlo BF-2 sa rozpustí v alkohole až do hrúbky skloviny, potom sa do výsledného roztoku naleje suchý hliníkový prášok a dôkladne sa premieša, potom sa znova pridá alkohol, kým sa nedosiahne normálna viskozita.
Takto pripravená farba pri natieraní štetcom alebo striekacou pištoľou dobre sadne, nedrolí sa a dlho si zachováva svoj vzhľad.
Lakovanie oceľových výrobkov pod hliník
Aby oceľové výrobky mali krásny vzhľad a chránili ich pred koróziou, kov je často potiahnutý hliníkovou farbou - lakom s hliníkovým práškom. Na tento účel sa 15 g prášku naleje do bezfarebného nitrolaku zriedeného acetónom (110 g).
V rovnakom pomere sa farba môže riediť nie v nitrolaku, ale v celuloidovom lepidle - acetóne, v ktorom sa rozpustí 5 až 10 g röntgenového filmu očisteného od emulzie.
Povrch výrobku sa dôkladne predčistí a následne sa pomocou striekacej pištole nanesie tenká vrstva farby.
Odolný náter sa získa, ak sa k hliníkovej farbe pridá lepidlo BF-2. Lepidlo BF-2 sa rozpustí v alkohole až do hrúbky skloviny, potom sa do výsledného roztoku naleje suchý hliníkový prášok a dôkladne sa premieša, potom sa znova pridá alkohol, kým sa nedosiahne normálna viskozita. Takto pripravená farba pri natieraní štetcom alebo striekacou pištoľou dobre sadne, nedrolí sa a dlho si zachováva svoj vzhľad.
Čo potrebujete vedieť o nekompatibilite farby a vnímaní farby farby
Všetky zložky farby sú chemikálie. Kovy (meď, zinok, hliník), ktoré sú súčasťou farieb vo forme prášku, ovplyvňujú koróziu lakovaného kovového povrchu a spojiva. Oxidy kovov a soli ovplyvňujú spojivo a urýchľujú tvorbu filmu. Rôzne typy spojív nie je možné navzájom kombinovať a niektoré olejové farby získané na rovnakom spojive, ale na báze rôznych pigmentov, nie je možné miešať.
Nekompatibilita pigmentu.
Pri miešaní pigmentov je veľmi dôležité vziať do úvahy povahu ich interakcie. V prípade nekompatibility pigmentov dochádza k ich deštrukcii a strate antikoróznych vlastností.
Pri zmiešaní farieb s nekompatibilnými pigmentmi sa ich farba stráca.
Nekompatibilita spojiva.
Olejové farby je možné miešať len s olejovými farbami (na homogénnej báze), glyptalové farby s glyptalovými farbami, pentaftalové farby s pentaftalovými farbami, epoxidové farby s epoxidovými farbami, bitúmenové laky s asfaltovými a uhoľnodechtovými lakmi atď. Všetky husté olejové farby je však možné riediť sušiacimi olejmi a lakmi vyrobenými len na báze ľahkých prírodných a umelých živíc, s výnimkou asfaltových a bitúmenových živíc.
Nekompatibilita farby s povrchovým materiálom. Na oceľový povrch je možné aplikovať všetky základné nátery bez výnimky: olejové, fosfátovacie, ochranné, glyftalové, fenolformaldehydové, na vinylchloridové kopolyméry, etinol, akryl atď.
LEPTANIE KOVU- skupina technologických metód na riadené odstraňovanie povrchovej vrstvy materiálu z kovového obrobku pôsobením špeciálne vybraných chemických činidiel.
Niekoľko spôsobov LEPTANIE KOVU zabezpečuje aktiváciu leptacích činidiel pomocou iných fyzikálnych javov, napríklad aplikáciou vonkajšieho elektrického poľa pri elektrochemickom leptaní, ionizáciou atómov a molekúl činidiel pri iónovo-plazmovom leptaní a pod.
V literatúre je pojem "leptanie" zvyčajne sprevádzaný definíciou vysvetľujúcou konkrétne technológia leptania- chemické, kyslé, alkalické, elektrochemické atď. Pri použití pojmu "leptanie" bez ďalšej definície to spravidla znamená chemické leptanie kovov vo vodnom elektrolyte.
Pre umelecký kovový lept Ak je potrebné časť povrchu vystavenú leptaniu konzervovať, chráni sa (chemicky alebo mechanicky) nanesením špeciálnej ochrannej vrstvy - masky.
Hlavné typy leptanie kovu nasledujúci:
- chemické leptanie kovov- "tekuté" leptanie
- elektrochemické LEPTANIE KOVU - galvanické leptanie
- ión-plazma - "suché" leptanie
Vo svojej práci na LEPTANIE KOVU používame najpoužívanejšie technológie: chemické leptanie kovov A galvanické leptanie.
Leptanie KOVU - vlastnosti
Leptanie, ako jednu z etáp galvanické pokovovanie používa sa na predbežnú prípravu kovových výrobkov na nanášanie ochranných náterov. S jeho pomocou sa vopred odmastený povrch očistí od oxidových filmov pre lepšiu priľnavosť galvanickej vrstvy k podkladu.
Na dekoratívne účely vykonávame rôzne kresby a nápisy na výrobkoch (gravírovanie) umelecký kovový lept .
Leptanie medi je u nás široko používaný na spracovanie medených klišé, ako aj pri výrobe interiérových predmetov.
Plníme morenie medi A morenie mosadze chemickou alebo galvanickou cestou. Typ moriaceho roztoku, jeho koncentráciu a dobu spracovania volíme individuálne a parametre roztoku závisia od hrúbky odstraňovaného oxidového filmu.
Chemické LEPTANIE KOVU
Chemické leptanie kovov nazývaný spôsob reprodukcie rôznych vzorov, ozdôb, textúr, nápisov a pod. pomocou chemických prostriedkov. na povrchu kovových predmetov.
Chemický morenie mosadze , chemický morenie medi a ich zliatin je založená na reakcii špeciálnych moriacich kompozícií so základným povrchom, v dôsledku čoho sa rozpúšťajú oxidové filmy. Na spracovanie používame roztoky koncentrovaných kyselín, do ktorých sú produkty umiestnené na určitý čas. Týmto spôsobom vykonávame predbežné alebo lesklé leptanie. Získanie matného alebo lesklého povrchu s chemické leptanie kovov regulujeme stupeň koncentrácie kyseliny a čas zdržania.
galvanické leptanie
Galvanické leptanie kovov nazývaný aj elektrochemický leptanie kovu.
 Technológia galvanické leptanie má mnoho výhod oproti chemické leptanie kovov
a jednou z vlastností tejto technológie je použitie galvanickej batérie.
Technológia galvanické leptanie má mnoho výhod oproti chemické leptanie kovov
a jednou z vlastností tejto technológie je použitie galvanickej batérie.
Samotná operácia moriace galvanické pokovovanie cesta je oveľa rýchlejšia a obrysy leptaného vzoru sú ostrejšie a zreteľnejšie.
galvanické leptanie(elektrochemická metóda) ekonomickejšia morenie technológie z hľadiska času aj objemu použitej kyseliny.
Moridlo navyše neobsahuje žieravé kyseliny, v dôsledku čoho, kedy galvanické leptanie nevznikajú zdraviu škodlivé plyny.
o galvanické spôsobom leptanie medené a mosadzné výrobky (anóda) sú umiestnené v galvanický kúpeľ s moriacim roztokom. Ako elektrolyty používame roztoky kyseliny ortofosforečnej, chlorovodíkovej a sírovej. Aby sa zabránilo preleptaniu povrchu, do elektrolytu sa pridávajú činidlá (olovnaté soli). Oxidový film je oddelený od kovu v dôsledku uvoľňovania kyslíka.
Ak si kresbu pozorne prezriete cez lupu, chemicky leptané spôsobom sa ukáže, že okraje jednotlivých prehĺbených línií sú nerovnomerné a že čím je línia hlbšia, tým je širšia. o galvanické leptanie okraje jednotlivých línií sú úplne hladké a steny vybraní sú vertikálne.
Predúprava objektu sa aplikuje aj vtedy, keď galvanické leptanie.
Spracovaný objekt slúžiaci ako anóda je zavesený galvanický kúpeľ, s obsahom nálevu, na drôte, ktorý je prispájkovaný cínovou pájkou na nekryté miesto, miesto spájkovania je zalakované. Druhý koniec drôtu je pripojený k doske z rovnakého kovu, ktorá slúži ako katóda. Ako morenie ocele a železa používame síran železitý alebo roztok amoniaku; Pre morenie medi, morenie mosadze a bronz - roztok síranu meďnatého; pre zinok - síran zinočnatý alebo roztok chloridu zinočnatého.
Ak potrebujete urobiť a leptaním rôznych častí obrazu do rôznych hĺbok, potom po určitom čase predmet odstránime galvanický kúpeľ, opláchnite tie miesta, ktoré nie je potrebné leptať hlbšie a naneste na ne ochranný náter a potom predmet opäť zaveste galvanický kúpeľ a pokračovať leptanie.
Leptanie KOVOV - druhy výrobkov a naše možnosti
LEPTANIE KOVU- sofistikovaná technológia a dôvera k spracovaniu produktov podľa galvanické alebo chemický technológia je len pre profesionálov.
Naša spoločnosť má osvedčené výsledky galvanické leptanie A chemické leptanie kov najvyššej kvality.
Máme všetko potrebné vybavenie na vykonanie LEPTANIE KOVU a v prípade neštandardnej objednávky sme pripravení vyrobiť akékoľvek dodatočné vybavenie na konkrétnu individuálnu objednávku.
Aplikujeme technológiu leptanie kovu Pre morenie medi A morenie mosadze .
Používaním technológie leptania kovov robíme:
- použitie textúry alebo reliéfneho vzoru pri umeleckom spracovaní materiálov -
- výroba prémiových a firemných kovových výrobkov: odznaky, odznaky, medaily, taniere
- výroba plechových dosiek: fasádne dosky a kancelárske dosky
- výroba klišé na razenie, kovových pečiatok a pečiatok rôznych tvarov na značenie, ako aj voskových pečiatok s hlbokým reliéfom
- výroba špeciálnych prefabrikovaných rukovätí a zariadení pre kovové tesnenia
- výroba heraldiky, erbov a rodových symbolov
- výroba log, ochranných známok, predmetov firemného štýlu
- výroba interiérových predmetov: panely, obrazy, rámy, nástenné panely
- výroba kovových predmetov na obklady stien, vchodových skupín, krbov, portálov, mriežok
- odstránenie povrchovej vrstvy nečistôt, oxidov, mastnoty a pod., napríklad vodného kameňa z kovových prírezov
- chemické leštenie povrchu a odstránenie vrstvy narušenej pri predchádzajúcej mechanickej úprave
- atď.
Kovové dosky a panely vyrábame hlavne z mosadze. Tento kov pod vplyvom vonkajšieho prostredia časom oxiduje, preto platne pokrývame rôznymi druhmi dekoratívnych náterov: zlatom, striebrom, niklom, bronzom, čo zaisťuje ich bezpečnosť na dlhú dobu. V prípade potreby je možné prvky dosky a panelu pretrieť farebnými emailmi.
LEPTANIE KOVU u nás sa vyrába dvoma spôsobmi: všetky línie a plochy vzoru je možné pokryť hmotou, na ktorú pôsobí moridlo; naopak je možné chrániť všetky medzery pred pôsobením kyselín, pričom línie a povrchy vzoru zostávajú voľné. Ak potom pokryjete celý povrch kyselinou, potom sa v prvom prípade kresba ukáže ako mierne reliéfna, v druhom - kresba vyjde do hĺbky.
Leptanie medi A morenie mosadze v našich výrobných podmienkach prakticky odstraňuje závady vďaka použitiu špeciálnej techniky a zavedeného systému sledovania prípravy a leptanie kovu.
Naša spoločnosť ponúka služby galvanické leptanie a pre individuálnu a hromadnú výrobu.
Po vykonaní leptanie kovu v prípade potreby vykonáme brúsenie, patinovanie a nanášanie ochrannej vrstvy.
Leptanie KOVOV - druhy výrobkov
Používaním leptanie kovu môžete získať najrozmanitejší typ medených a mosadzných výrobkov, od štruktúrovaných panelov až po umelecké výrobky a dekorácie.

Morenie mosadze , textúrovaný panel

Morenie mosadze , textúra s objemom

Leptanie medi, textúrovaný panel

Leptanie medi, textúrovaný povrch so vzormi

Morenie mosadze , umelecká kresba

Morenie mosadze , umelecké výrobky

LEPTANIE KOVU, umelecké výrobky

LEPTANIE KOVU, umelecké výrobky

Morenie mosadze , dekoratívny ornament
LEPTANIE KOVOV - naša práca


LEPTANIE KOVU- ozdobné moto podložky s autorským dizajnom, súčasť tuningu motocykla, moto podložky sú vyrobené z mosadze s reliéfnym gravírovaním a aplikáciou trojrozmerného obrázka, pre úrovne kontrastu je pozadie čiernené a matne leštené


Morenie mosadze- reliéfne dosky na zdobenie fasády vidieckeho domu


Morenie mosadze- kópia erbu z čias ZSSR do darčekovej krabičky z dreva, na kovovom erbe s priemerom 6 cm, všetky prvky sú vypracované s vysokým stupňom detailov, maľované emaily a umelé starnutie ako konečná úprava


Morenie kovov- rodový erb šľachtického rodu Ruskej ríše "Safonovcov", reliéfny erb je z mosadze, pozadie je oxidované, horný pôdorys je leštený, hotový erb je umiestnený v ráme podľa k štýlu


Morenie mosadze- darčekový panel vyrobený z kovu "Brahmananda Avadhuta", priemer 36 cm; portrét guru, lotos a dekoratívny ornament sú prepracované do najmenších detailov, 2 druhy brúsenia a leštenia vytvárajú lesk a odraz jednotlivých skupín prvkov kompozície


Morenie mosadze- darčekový panel vyrobený z kovu "Shiva", priemer 33 cm; portrét a ozdobný ornament sú prepracované do najmenších detailov, kombinované leštenie do zrkadlového lesku


Morenie mosadze- reprodukcia ikony 15x18 cm vyrobená podľa technológie leptanie, hrúbka čiary 0,5 mm


Morenie kovov- emblémová lebka vyrobená z hliníka na grile auta, trojrozmerná kovová rezba, leptanie vzoru, zostavenie kompozície z jednotlivých prvkov, oxidácia, lak


Morenie kovov- čísla do bytov z niklového striebra, vyrobené v high-tech štýle, reliéfne chemické gravírovanie, smerové brúsenie pre farbu a textúru, veľkosť čísla 7,5x4 cm


Morenie mosadze- mosadzný pivný vobler do kaviarne-bufet je vyrobený technológiou chemického gravírovania, rozmer voblera je 30x13 cm, bolo vykonané obrysové pílenie a spájkovanie držiaka, matné leštenie a kontrastné čiernenie pozadia použité


Niklové strieborné kovové platničky na zdobenie stolových hodín, razené leptanie kovu s farebnou výplňou, rozmer plechu 13x9 a 13x5 cm, brúsenie kovu do matného povrchu


Boli vyrobené kópie objednávok na reštaurovanie knihy „15 rokov Komsomolu“. leptanie kovu, vyrobený Rád červenej zástavy a Rád červenej zástavy, priemer 11 cm, vypuklý reliéf, starnutie kovu vo farbe originálu



leptanie kovu bola vyhotovená kópia osobnej pečate metropolitu Mojžiša (byzantské obdobie, XI. storočie), dielo bolo vyhotovené v darčekovej verzii v ráme na modrom zamate, 2-stranný obraz, priemer každej pečate 8 cm, farba je "starožitné striebro"


Morenie mosadze- kovová pracka na opasok, vyrobená vo viacúrovňovom prevedení, prepichované pozadie a reliéfny obraz písmen a erbu, rozmer 70x55 mm


Vyrobená 2-stranná niklová strieborná medaila s portrétom na prednej strane a Brandenburskou bránou na rubovej strane leptanie kovu, reliéfny obraz na kove hrúbka 6 mm, priemer medaily 6 cm, na dokončenie bolo použité kontrastné čiernenie a matné leštenie


Vyrába sa kovový výrobok na slávnostnú udalosť leptaná mosadz v tvare spomienkovej medaily, priemer 15 cm, hrúbka 5 mm


Rodový erb, vyrobený technológiou leptanie kovu, rozdelenie prvkov do zón, výplň farebným priesvitným emailom, ozdobný rám, oxidácia


Leptanie medi- klapka na sporák, vyrobená v poľovníckom štýle. Na výrobu bolo použité obrysové rezanie kovu a chemické gravírovanie obrazu, na dekoráciu boli použité ozdobné rúčky a nožičky, rám po obryse s medenými nitmi


Morenie mosadze- rytina "Kostol Presvätej Bohorodičky", patinovanie a čiernenie, rám


Morenie kovov- dekoračný panel "Pokrovsky Cathedral", postriebrenie, černenie, rozmer 16x22 cm


2-stranný disk Phaistos s priemerom 10 cm s unikátnymi hieroglyfickými kresbami, vyrobený podľa technológie leptanie kovu, dokonalé vypracovanie najmenších detailov a kontúr s hrúbkou čiary do 0,2 mm, vyleštenie povrchu a vyplnenie čiar farbou




2-stranný strážny prsteň s priemerom 10 cm s unikátnymi kresbami obsahujúcimi informácie o starodávnom kalendárovom systéme, vyrobený technológiou leptanie kovu, detailné vypracovanie znakov na prednej ploche prsteňa a nezvyčajná textúra na rubovej strane


2-stranný Serponov prsteň s priemerom 10 cm, znovu vytvorená kópia artefaktu zobrazujúceho kalendár a mapu starovekej civilizácie, vyrobená technológiou morenie mosadze


2-stranný hviezdny disk z Mittelbergu s priemerom 10 cm, znovu vytvorená kópia artefaktu s vyobrazením doteraz najstaršieho svetového horoskopu, vyrobená technológiou morenie mosadze, detailné vypracovanie prvkov na prednej strane a textúra na rubovej strane




Morenie mosadze- ozdobný držiak na obrúsky "Calvados", rozmer 18x3,5 cm, pozadie leptanie a oxidácia

Morenie kovov- Medený plech Chrám Vjačeslava Čecha, priemer 35 cm, leptanie , oxidácia, striebrenie

Morenie kovov- darčekový panel "Vejár" vyrobený z niklového striebra, reliéfne gravírovanie, brúsenie a čiernenie


Morenie mosadze- menovky na drevené puzdro na zbraň, vyrobené s vyčnievajúcim reliéfom, vyzerajú skvele vďaka prevedeniu s rámom a pílením obrysu pozdĺž rámu

Morenie mosadze tanier "Slnko", vyrobený podľa návrhu kresby detskej ruky s opakovaním čiar z pohybu ruky, rozmer mosadzného taniera je 15x10 cm, na kontrast pozadia bolo použité chemické gravírovanie, černenie a leštenie. obrázok



Umelecký kovový lept , nerezové leptanie- poznávacie značky z nerezovej ocele 3 mm, bez výplne a s grafitovou výplňou


LEPTANIE KOVU, nerezové leptanie- nerezové ukazovátka, smaltovaná výplň, brúsenie, opracovanie hrán


Umelecký kovový lept , morenie mosadze - mosadzný plech 3 mm, "Kajúce listy"

Morenie mosadze- ozdobný prvok vešiaka, povrchová úprava antik

Umelecký kovový lept , morenie mosadze - mosadzný plech 5 mm, "Taška šťastia"

Umelecký kovový lept , morenie mosadze

Umelecký kovový lept , morenie mosadze - panely na dekoráciu interiéru

Umelecký kovový lept , morenie mosadze - panely na dekoráciu interiéru
Umelecké LEPTANIE KOVOV - nákl
Náklady na výrobu produktu podľa technológie galvanické leptanie alebo chemické leptanie kovov závisí od nasledujúcich parametrov:
- materiál produktu
- veľkosť a geometria výrobku
- dostupnosť náčrtu alebo výkresu produktu
- zložitosť kresby a hĺbka kresby
- potrebné dokončenie
- spôsob upevnenia výrobku
- špeciálne priania zákazníka k produktu
priemerná cena leptanie kovu pre produkt strednej zložitosti je 50-60 tisíc rubľov na 1 m2. m produktov.
objednať LEPTANIE KOVU môžete použiť e-mail Táto e-mailová adresa je chránená pred spamovacími robotmi, ak ju chcete vidieť, musíte mať povolený JavaScript alebo telefónne čísla zo sekcie kontakty.
Objednajte si umenie morenie medi A morenie mosadze u nás a získate tú najlepšiu kvalitu a autorský výkon.
LEPTANIE KOVU- skupina technologických metód na riadené odstraňovanie povrchovej vrstvy materiálu z kovového obrobku pôsobením špeciálne vybraných chemických činidiel.
Niekoľko spôsobov LEPTANIE KOVU zabezpečuje aktiváciu leptacích činidiel pomocou iných fyzikálnych javov, napríklad aplikáciou vonkajšieho elektrického poľa pri elektrochemickom leptaní, ionizáciou atómov a molekúl činidiel pri iónovo-plazmovom leptaní a pod.
V literatúre je pojem "leptanie" zvyčajne sprevádzaný definíciou vysvetľujúcou konkrétne technológia leptania- chemické, kyslé, alkalické, elektrochemické atď. Pri použití pojmu "leptanie" bez ďalšej definície to spravidla znamená chemické leptanie kovov vo vodnom elektrolyte.
Pre umelecký kovový lept Ak je potrebné časť povrchu vystavenú leptaniu konzervovať, chráni sa (chemicky alebo mechanicky) nanesením špeciálnej ochrannej vrstvy - masky.
Hlavné typy leptanie kovu nasledujúci:
- chemické leptanie kovov- "tekuté" leptanie
- elektrochemické LEPTANIE KOVU - galvanické leptanie
- ión-plazma - "suché" leptanie
Vo svojej práci na LEPTANIE KOVU používame najpoužívanejšie technológie: chemické leptanie kovov A galvanické leptanie.
Leptanie KOVU - vlastnosti
Leptanie, ako jednu z etáp galvanické pokovovanie používa sa na predbežnú prípravu kovových výrobkov na nanášanie ochranných náterov. S jeho pomocou sa vopred odmastený povrch očistí od oxidových filmov pre lepšiu priľnavosť galvanickej vrstvy k podkladu.
Na dekoratívne účely vykonávame rôzne kresby a nápisy na výrobkoch (gravírovanie) umelecký kovový lept .
Leptanie medi je u nás široko používaný na spracovanie medených klišé, ako aj pri výrobe interiérových predmetov.
Plníme morenie medi A morenie mosadze chemickou alebo galvanickou cestou. Typ moriaceho roztoku, jeho koncentráciu a dobu spracovania volíme individuálne a parametre roztoku závisia od hrúbky odstraňovaného oxidového filmu.
Chemické LEPTANIE KOVU
Chemické leptanie kovov nazývaný spôsob reprodukcie rôznych vzorov, ozdôb, textúr, nápisov a pod. pomocou chemických prostriedkov. na povrchu kovových predmetov.
Chemický morenie mosadze , chemický morenie medi a ich zliatin je založená na reakcii špeciálnych moriacich kompozícií so základným povrchom, v dôsledku čoho sa rozpúšťajú oxidové filmy. Na spracovanie používame roztoky koncentrovaných kyselín, do ktorých sú produkty umiestnené na určitý čas. Týmto spôsobom vykonávame predbežné alebo lesklé leptanie. Získanie matného alebo lesklého povrchu s chemické leptanie kovov regulujeme stupeň koncentrácie kyseliny a čas zdržania.
galvanické leptanie
Galvanické leptanie kovov nazývaný aj elektrochemický leptanie kovu.
Technológia galvanické leptanie má mnoho výhod oproti chemické leptanie kovov
a jednou z vlastností tejto technológie je použitie galvanickej batérie.
Samotná operácia moriace galvanické pokovovanie cesta je oveľa rýchlejšia a obrysy leptaného vzoru sú ostrejšie a zreteľnejšie.
galvanické leptanie(elektrochemická metóda) ekonomickejšia morenie technológie z hľadiska času aj objemu použitej kyseliny.
Moridlo navyše neobsahuje žieravé kyseliny, v dôsledku čoho, kedy galvanické leptanie nevznikajú zdraviu škodlivé plyny.
o galvanické spôsobom leptanie medené a mosadzné výrobky (anóda) sú umiestnené v galvanický kúpeľ s moriacim roztokom. Ako elektrolyty používame roztoky kyseliny ortofosforečnej, chlorovodíkovej a sírovej. Aby sa zabránilo preleptaniu povrchu, do elektrolytu sa pridávajú činidlá (olovnaté soli). Oxidový film je oddelený od kovu v dôsledku uvoľňovania kyslíka.
Ak si kresbu pozorne prezriete cez lupu, chemicky leptané spôsobom sa ukáže, že okraje jednotlivých prehĺbených línií sú nerovnomerné a že čím je línia hlbšia, tým je širšia. o galvanické leptanie okraje jednotlivých línií sú úplne hladké a steny vybraní sú vertikálne.
Predúprava objektu sa aplikuje aj vtedy, keď galvanické leptanie.
Spracovaný objekt slúžiaci ako anóda je zavesený galvanický kúpeľ, s obsahom nálevu, na drôte, ktorý je prispájkovaný cínovou pájkou na nekryté miesto, miesto spájkovania je zalakované. Druhý koniec drôtu je pripojený k doske z rovnakého kovu, ktorá slúži ako katóda. Ako morenie ocele a železa používame síran železitý alebo roztok amoniaku; Pre morenie medi, morenie mosadze a bronz - roztok síranu meďnatého; pre zinok - síran zinočnatý alebo roztok chloridu zinočnatého.
Ak potrebujete urobiť a leptaním rôznych častí obrazu do rôznych hĺbok, potom po určitom čase predmet odstránime galvanický kúpeľ, opláchnite tie miesta, ktoré nie je potrebné leptať hlbšie a naneste na ne ochranný náter a potom predmet opäť zaveste galvanický kúpeľ a pokračovať leptanie.
Leptanie KOVOV - druhy výrobkov a naše možnosti
LEPTANIE KOVU- sofistikovaná technológia a dôvera k spracovaniu produktov podľa galvanické alebo chemický technológia je len pre profesionálov.
Naša spoločnosť má osvedčené výsledky galvanické leptanie A chemické leptanie kov najvyššej kvality.
Máme všetko potrebné vybavenie na vykonanie LEPTANIE KOVU a v prípade neštandardnej objednávky sme pripravení vyrobiť akékoľvek dodatočné vybavenie na konkrétnu individuálnu objednávku.
Aplikujeme technológiu leptanie kovu Pre morenie medi A morenie mosadze .
Používaním technológie leptania kovov robíme:
- použitie textúry alebo reliéfneho vzoru pri umeleckom spracovaní materiálov -
- výroba prémiových a firemných kovových výrobkov: odznaky, odznaky, medaily, taniere
- výroba plechových dosiek: fasádne dosky a kancelárske dosky
- výroba klišé na razenie, kovových pečiatok a pečiatok rôznych tvarov na značenie, ako aj voskových pečiatok s hlbokým reliéfom
- výroba špeciálnych prefabrikovaných rukovätí a zariadení pre kovové tesnenia
- výroba heraldiky, erbov a rodových symbolov
- výroba log, ochranných známok, predmetov firemného štýlu
- výroba interiérových predmetov: panely, obrazy, rámy, nástenné panely
- výroba kovových predmetov na obklady stien, vchodových skupín, krbov, portálov, mriežok
- odstránenie povrchovej vrstvy nečistôt, oxidov, mastnoty a pod., napríklad vodného kameňa z kovových prírezov
- chemické leštenie povrchu a odstránenie vrstvy narušenej pri predchádzajúcej mechanickej úprave
- atď.
Kovové dosky a panely vyrábame hlavne z mosadze. Tento kov pod vplyvom vonkajšieho prostredia časom oxiduje, preto platne pokrývame rôznymi druhmi dekoratívnych náterov: zlatom, striebrom, niklom, bronzom, čo zaisťuje ich bezpečnosť na dlhú dobu. V prípade potreby je možné prvky dosky a panelu pretrieť farebnými emailmi.
LEPTANIE KOVU u nás sa vyrába dvoma spôsobmi: všetky línie a plochy vzoru je možné pokryť hmotou, na ktorú pôsobí moridlo; naopak je možné chrániť všetky medzery pred pôsobením kyselín, pričom línie a povrchy vzoru zostávajú voľné. Ak potom pokryjete celý povrch kyselinou, potom sa v prvom prípade kresba ukáže ako mierne reliéfna, v druhom - kresba vyjde do hĺbky.
Leptanie medi A morenie mosadze v našich výrobných podmienkach prakticky odstraňuje závady vďaka použitiu špeciálnej techniky a zavedeného systému sledovania prípravy a leptanie kovu.
Naša spoločnosť ponúka služby galvanické leptanie a pre individuálnu a hromadnú výrobu.
Po vykonaní leptanie kovu v prípade potreby vykonáme brúsenie, patinovanie a nanášanie ochrannej vrstvy.
Leptanie KOVOV - druhy výrobkov
Používaním leptanie kovu môžete získať najrozmanitejší typ medených a mosadzných výrobkov, od štruktúrovaných panelov až po umelecké výrobky a dekorácie.
Morenie mosadze , textúrovaný panel
Morenie mosadze , textúra s objemom
Leptanie medi, textúrovaný panel
Leptanie medi, textúrovaný povrch so vzormi
Morenie mosadze , umelecká kresba
Morenie mosadze , umelecké výrobky
LEPTANIE KOVU, umelecké výrobky
LEPTANIE KOVU, umelecké výrobky
Morenie mosadze , dekoratívny ornament
LEPTANIE KOVOV - naša práca
LEPTANIE KOVU- ozdobné moto podložky s autorským dizajnom, súčasť tuningu motocykla, moto podložky sú vyrobené z mosadze s reliéfnym gravírovaním a aplikáciou trojrozmerného obrázka, pre úrovne kontrastu je pozadie čiernené a matne leštené
Morenie mosadze- reliéfne dosky na zdobenie fasády vidieckeho domu
Morenie mosadze- kópia erbu z čias ZSSR do darčekovej krabičky z dreva, na kovovom erbe s priemerom 6 cm, všetky prvky sú vypracované s vysokým stupňom detailov, maľované emaily a umelé starnutie ako konečná úprava
Morenie kovov- rodový erb šľachtického rodu Ruskej ríše "Safonovcov", reliéfny erb je z mosadze, pozadie je oxidované, horný pôdorys je leštený, hotový erb je umiestnený v ráme podľa k štýlu
Morenie mosadze- darčekový panel vyrobený z kovu "Brahmananda Avadhuta", priemer 36 cm; portrét guru, lotos a dekoratívny ornament sú prepracované do najmenších detailov, 2 druhy brúsenia a leštenia vytvárajú lesk a odraz jednotlivých skupín prvkov kompozície
Morenie mosadze- darčekový panel vyrobený z kovu "Shiva", priemer 33 cm; portrét a ozdobný ornament sú prepracované do najmenších detailov, kombinované leštenie do zrkadlového lesku
Morenie mosadze- reprodukcia ikony 15x18 cm vyrobená podľa technológie leptanie, hrúbka čiary 0,5 mm
Morenie kovov- emblémová lebka vyrobená z hliníka na grile auta, trojrozmerná kovová rezba, leptanie vzoru, zostavenie kompozície z jednotlivých prvkov, oxidácia, lak
Morenie kovov- čísla do bytov z niklového striebra, vyrobené v high-tech štýle, reliéfne chemické gravírovanie, smerové brúsenie pre farbu a textúru, veľkosť čísla 7,5x4 cm
Morenie mosadze- mosadzný pivný vobler do kaviarne-bufet je vyrobený technológiou chemického gravírovania, rozmer voblera je 30x13 cm, bolo vykonané obrysové pílenie a spájkovanie držiaka, matné leštenie a kontrastné čiernenie pozadia použité
Niklové strieborné kovové platničky na zdobenie stolových hodín, razené leptanie kovu s farebnou výplňou, rozmer plechu 13x9 a 13x5 cm, brúsenie kovu do matného povrchu
Boli vyrobené kópie objednávok na reštaurovanie knihy „15 rokov Komsomolu“. leptanie kovu, vyrobený Rád červenej zástavy a Rád červenej zástavy, priemer 11 cm, vypuklý reliéf, starnutie kovu vo farbe originálu
leptanie kovu bola vyhotovená kópia osobnej pečate metropolitu Mojžiša (byzantské obdobie, XI. storočie), dielo bolo vyhotovené v darčekovej verzii v ráme na modrom zamate, 2-stranný obraz, priemer každej pečate 8 cm, farba je "starožitné striebro"
Morenie mosadze- kovová pracka na opasok, vyrobená vo viacúrovňovom prevedení, prepichované pozadie a reliéfny obraz písmen a erbu, rozmer 70x55 mm
Vyrobená 2-stranná niklová strieborná medaila s portrétom na prednej strane a Brandenburskou bránou na rubovej strane leptanie kovu, reliéfny obraz na kove hrúbka 6 mm, priemer medaily 6 cm, na dokončenie bolo použité kontrastné čiernenie a matné leštenie
Vyrába sa kovový výrobok na slávnostnú udalosť leptaná mosadz v tvare spomienkovej medaily, priemer 15 cm, hrúbka 5 mm
Rodový erb, vyrobený technológiou leptanie kovu, rozdelenie prvkov do zón, výplň farebným priesvitným emailom, ozdobný rám, oxidácia
Leptanie medi- klapka na sporák, vyrobená v poľovníckom štýle. Na výrobu bolo použité obrysové rezanie kovu a chemické gravírovanie obrazu, na dekoráciu boli použité ozdobné rúčky a nožičky, rám po obryse s medenými nitmi
Morenie mosadze- rytina "Kostol Presvätej Bohorodičky", patinovanie a čiernenie, rám
Morenie kovov- dekoračný panel "Pokrovsky Cathedral", postriebrenie, černenie, rozmer 16x22 cm
2-stranný disk Phaistos s priemerom 10 cm s unikátnymi hieroglyfickými kresbami, vyrobený podľa technológie leptanie kovu, dokonalé vypracovanie najmenších detailov a kontúr s hrúbkou čiary do 0,2 mm, vyleštenie povrchu a vyplnenie čiar farbou
2-stranný strážny prsteň s priemerom 10 cm s unikátnymi kresbami obsahujúcimi informácie o starodávnom kalendárovom systéme, vyrobený technológiou leptanie kovu, detailné vypracovanie znakov na prednej ploche prsteňa a nezvyčajná textúra na rubovej strane
2-stranný Serponov prsteň s priemerom 10 cm, znovu vytvorená kópia artefaktu zobrazujúceho kalendár a mapu starovekej civilizácie, vyrobená technológiou morenie mosadze
2-stranný hviezdny disk z Mittelbergu s priemerom 10 cm, znovu vytvorená kópia artefaktu s vyobrazením doteraz najstaršieho svetového horoskopu, vyrobená technológiou morenie mosadze, detailné vypracovanie prvkov na prednej strane a textúra na rubovej strane
Morenie mosadze- ozdobný držiak na obrúsky "Calvados", rozmer 18x3,5 cm, pozadie leptanie a oxidácia
Morenie kovov- Medený plech Chrám Vjačeslava Čecha, priemer 35 cm, leptanie , oxidácia, striebrenie
Morenie kovov- darčekový panel "Vejár" vyrobený z niklového striebra, reliéfne gravírovanie, brúsenie a čiernenie
Morenie mosadze- menovky na drevené puzdro na zbraň, vyrobené s vyčnievajúcim reliéfom, vyzerajú skvele vďaka prevedeniu s rámom a pílením obrysu pozdĺž rámu
Morenie mosadze tanier "Slnko", vyrobený podľa návrhu kresby detskej ruky s opakovaním čiar z pohybu ruky, rozmer mosadzného taniera je 15x10 cm, na kontrast pozadia bolo použité chemické gravírovanie, černenie a leštenie. obrázok
Umelecký kovový lept , nerezové leptanie- poznávacie značky z nerezovej ocele 3 mm, bez výplne a s grafitovou výplňou
LEPTANIE KOVU, nerezové leptanie- nerezové ukazovátka, smaltovaná výplň, brúsenie, opracovanie hrán
Umelecký kovový lept , morenie mosadze - mosadzný plech 3 mm, "Kajúce listy"
Morenie mosadze- ozdobný prvok vešiaka, povrchová úprava antik
Umelecký kovový lept , morenie mosadze - mosadzný plech 5 mm, "Taška šťastia"
Umelecký kovový lept , morenie mosadze
Umelecký kovový lept , morenie mosadze - panely na dekoráciu interiéru
Umelecký kovový lept , morenie mosadze - panely na dekoráciu interiéru
Umelecké LEPTANIE KOVOV - nákl
Náklady na výrobu produktu podľa technológie galvanické leptanie alebo chemické leptanie kovov závisí od nasledujúcich parametrov:
- materiál produktu
- veľkosť a geometria výrobku
- dostupnosť náčrtu alebo výkresu produktu
- zložitosť kresby a hĺbka kresby
- potrebné dokončenie
- spôsob upevnenia výrobku
- špeciálne priania zákazníka k produktu
priemerná cena leptanie kovu pre produkt strednej zložitosti je 50-60 tisíc rubľov na 1 m2. m produktov.
objednať LEPTANIE KOVU môžete použiť e-mail Táto e-mailová adresa je chránená pred spamovacími robotmi, ak ju chcete vidieť, musíte mať povolený JavaScript alebo telefónne čísla zo sekcie kontakty.
Objednajte si umenie morenie medi A morenie mosadze u nás a získate tú najlepšiu kvalitu a autorský výkon.