Evde kendi elleriyle makine ve cihazlar yapan tüm kendin yap yapanlar, er ya da geç, makinelerini çalıştırmak için hangi güç ünitesini kurmaları gerektiği sorusuyla karşı karşıya kalırlar. Görünüşe göre uygun gücü seçmişsiniz, gerekli hıza ulaşmak için kasnakları veya dişli kutusunu kullanmışsınız ve bu kadar, hiçbir sorun yok.. Fakat gerçekte bu o kadar basit değil. Doğru motor seçimi, makinenin nasıl çalışacağını, çalışmasıyla sizi memnun edip etmeyeceğini veya sorun çıkarmaya mı başlayacağını belirleyecektir.
Bu yazımda elektrik motorlarının en çok sorulan bazı nüanslarına ve parametrelerine değinmeye çalışacağım, aynı zamanda az bilinen gerçeklerden de bahsedeceğim.
Her şeyden önce asenkron motorlar. Bunlar DIY'ciler arasında en yaygın ve en çok kullanılan sürücülerdir. Uzun süreli çalışma, bakım kolaylığı, düşük gürültü, geniş konfigürasyon seçenekleri, montaj yöntemleri, parametreler ve çok daha fazlası gibi avantajları nedeniyle. Eksiklikleri arka planda kalır ve unutulur. Ve bu doğru değil. Bu tür motorların ana dezavantajı, üç fazlı bir ağ için tasarlanmış olmalarıdır. Tek fazlı, kapasitörlü olanların olması, en azından bir şekilde asenkron sistemleri günlük yaşamda kullanmanıza izin veren bir numaradır. Tek istisnalar sincap kafesli motor . Ancak çok düşük şaft torkuna sahiptirler ve fanlar, küçük pompalar gibi düşük güçlü cihazlarda kullanılırlar.
Tek fazlı bir ağa bağlanan diğer asenkron motorlar, şaft üzerinde zayıf bir torka sahip olacak, dolayısıyla yük altında çalıştırma zor olacak ve aynı parametrelere sahip ancak üç fazlı bir ağa bağlı bir motorla karşılaştırıldığında daha az güç olacaktır. Birçoğu, motorun etiketinde (isim plakası, pasaport) 220\380 Volt yazıyorsa, yıldızdan üçgene geçerken motorun üç fazlı 380 Volt'tan tek fazlı 220 Volt'a "dönüştüğüne" inanıyor. Bu yanlış. Üç fazlı akım gerilimleri için sadece farklı standartlar vardır. Ve bir üçgene geçerken, motor üç fazlı kalır, ancak 220 Volt'luk fazdan faza voltaj için tasarlanmıştır.
Asenkron motorların bir diğer dezavantajı ise hızlarının doğrudan frekansa bağlı olmasıdır. alternatif akım. Ve bunları basit yöntemlerle düzenleyemeyiz. Ayrıca 50 Hertz için tasarlanan bu tür motorların maksimum hızı 3 bin devir/dakikayı geçemez.
Elbette bana itiraz edebilirler ve bu sorunlarla başarılı bir şekilde başa çıkan frekans dönüştürücülerin satışa sunulmaya başladığını söyleyebilirler. Bir yandan tek fazlı akımı üç faza dönüştürürken diğer yandan alternatif akımın frekansını değiştirerek hızı hem aşağı hem de yukarı doğru düzenleyebilirler. Bu doğru. Ancak böyle bir cihazın fiyatı çoğu zaman motor dahil tüm makinenin fiyatını aşıyor. Bu da ev yapımı olmanın anlamını sıfıra indiriyor.
Kullanmaya karar verirseniz asenkron motor, o zaman hangi motorun önünüzde olduğunu, üç fazlı mı yoksa tek fazlı mı belirlemeniz gerekir. Bağlama yöntemi buna bağlı olacaktır.
Asenkron motorun aksine bir “DC motor” sağlanabilir. Bu motorların ayırt edici özelliği fırça komütatör ünitesidir. Bu tür motorların ayrıca birçok modifikasyonu ve parametresi vardır. Bu tür motorların avantajları arasında, şaft üzerinde iyi bir torkun yanı sıra, besleme voltajını kullanarak hızı düzenleme yeteneği de bulunmaktadır. Ancak bu tür elektrik motorlarının tümü doğru akım için tasarlanmamıştır. Bazıları AC'de iyi tasarlanmış ve çalışır. Bu onların günlük yaşamda kullanımını kolaylaştırır. Artan tork, tek fazlı ağa bağlantı kolaylığı ve hız kontrolünün kolaylığı göz önüne alındığında, bu motorlar elektrikli el aletlerinde, ev makinelerinde ve ev aletlerinde oldukça yaygın olarak kullanılmaktadır. Ancak yaygınlığın düşük olması, bu tür motorların ev yapımı insanlar arasında yaygın olarak kullanılmasına katkıda bulunmuyor. Elektrikli aletlerin takım tezgahlarında tahrik olarak kullanılması, dişli kutularının gürültüsü ve yüksek hızlar nedeniyle engellenmektedir. Ve ayrıca basit hız kontrol cihazlarının sadece hızı değil aynı zamanda motor gücünü de azalttığı gerçeği.
Ama buradan da bir çıkış yolu var. Geri bildirimli hız kontrolörleri vardır. Yani devre, şaft hızını izler ve gerekirse belirli bir dönüş hızını korumak için motora giden gücü artırır. Bu tür düzenleyiciler bazen özel, pahalı cihazlara kurulur ve "sabit elektronik" olarak adlandırılır. Basit bir regülatör ile geri beslemeli regülatör arasındaki farkı görebilmeniz için bu videoyu 20. dakikadan itibaren izleyebilirsiniz.
Daha önce bu tür devreler komütatör motorlu çamaşır makinelerinde kullanılıyordu ve biraz şansla tamir atölyelerinde bulunabilirler. Ev aletleri. Eğer bulamadıysanız kendiniz yapabilirsiniz.
Böyle bir regülatörün bir komütatör motoruyla birlikte kullanılması, bir dereceye kadar dişli kutusu olmadan yapılmasına izin verir. Ve hızı geniş bir aralıkta sorunsuz bir şekilde düzenler.
İşte bu regülatörün ev yapımı kullanımına ilişkin bazı örnekler.
Yapboz makinesi:
Ahşap torna tezgahı:
Çömlekçinin tekerleği:
Kontrplak öğütücü:
Ancak geri beslemeli hız kontrol cihazı kullanırken düşük hızlarda motorun soğumasının bozulacağını ve cebri soğutma yapmak zorunda kalabileceğinizi hesaba katmak gerekir.
Artık motorların avantajlarını ve dezavantajlarını bilerek, makinenize hangi sürücüyü kuracağınıza karar verebilirsiniz. Eşzamansızsa bu videoyu faydalı bulacaksınız.
Asenkron bir elektrik motoru için çalışma kapasitörlerinin doğru seçimi:
Asenkron bir elektrik motoru için başlatma kapasitörlerinin seçimi:
Seçiminiz bir komütatör motoruna düştüyse, işte motor için bir regülatör ve takometrenin nasıl yapılacağına dair bir video.
Karar vermenize yardımcı olursam çok sevinirim. Çabalarınızda iyi şanslar!
Ahşap boşlukların işlenmesi özel bir makinede gerçekleştirilir. tornalama ekipmanı. Bu tür bir cihazın kullanılması, çeşitli işlemleri gerçekleştirmenize olanak tanır. yüksek doğruluk. Gerekirse kendi ellerinizle ahşap torna tezgahı yapabilirsiniz. Bu paradan tasarruf etmenizi sağlayacaktır. Üretimi için bu cihazın buna alışman lazım Tasarım özellikleri ve uzman tavsiyesinden yararlanın.
Bu ünite birkaç ana bileşen içerir. Her biri belirli bir işlevi yerine getirir. Ev yapımı bir cihaz yapmak için bu elemanların yapısına daha aşina olmanız gerekecektir.

Yatak. Ağaç işleme de dahil olmak üzere herhangi bir makinenin temeli. Bu ünite yapının stabilitesini sağlar. çalışma yüzeyi ve ayrıca fiksasyonu teşvik eder bireysel unsurlar makine Çerçeve sayesinde tüm bileşenler doğru yerlere yerleştirilmiştir.
Sabit cihazların ayaklarla donatılmış daha büyük bir çerçeveye sahip olduğunu unutmamak önemlidir. Buna karşılık, masaüstü üniteler daha kompakt bir tabana sahiptir ve bu da onları mobil kılar. Kendi elinizle bir ağaç işleme makinesi yaparken, bir bütün olarak yapının doğruluğu ve verimliliği buna bağlı olduğundan bu üniteye özellikle dikkat etmeniz gerekir.
Mesnet. Bu ünite çok önemli bir işlevi yerine getirir: ahşap bloğun işlenmesi sırasında dönmesini sağlar. İş parçası, iş mili milinde bulunan bir aynaya sabitlenir. Bazı küçük boyutlu makinelerin, tabanın (yatağın) kılavuzları boyunca hareket edebilen bir mesnet içerdiğini belirtmekte fayda var. Hareketi, tek tek parçaların konumunu birbirine göre ayarlamanıza olanak tanır.
Parça işlenirken torna tezgahının başlığı güvenli bir şekilde sabitlenir. Sabit olarak sınıflandırılan modeller genellikle bu öğeyi bir çerçeveyle birleştirerek onu tamamen hareketsiz hale getirir.

Punta. Ahşap yapının bir parçası olan bu ünite statik değildir. Çok önemli bir işlevi yerine getirir: iş parçasını işleme sırasında istenen konumda sabitler. İş parçasının arka düzenek aracılığıyla sabitlenmesi, aynaya doğru bastırılmasını dikkate alır. Puntanın çerçevenin kılavuz elemanları boyunca serbestçe hareket edebilmesi nedeniyle farklı uzunluklardaki parçaların sabitlenmesi ve işlenmesi sağlanır.
Not! Punta, iş mili miliyle aynı hizada olmalıdır.
Kaliper. Çok önemli unsur Kesicinin hareketinin gerçekleştirildiği tasarım. Ayrıca, ikincisi iş miline göre farklı bir konuma sahip olabilir. Bu tür ev yapımı cihazların çoğunda, bu işlev, çalışma konumuna güvenli bir şekilde sabitlenmiş bir alet dayanağı ile gerçekleştirilir.
Makinenin bu kısmı tabanın (yatağın) kılavuzları boyunca hareket etme kabiliyetine sahiptir. Küçük boyutlu masaüstü cihazlar, kural olarak, kesiciler için durdurma gibi bir elemanın kullanımını içerir.

Böylece hem seri hem de ev yapımı bir makine oldukça karmaşık tasarım. Herhangi bir ahşap işleme ünitesi birbirine bağlı birkaç ünite içerir. Kendi ellerinizle bir ahşap torna tezgahı yapmadan önce, bileşenlerinin amacını açıkça anlamanız gerekir.
Ahşap torna nasıl yapılır: yatağı yapmak
Seri cihazlarda çerçeve çoğu durumda dökme demirden yapılır. Bu malzeme kütlesi ile ayırt edilir. Ev yapımı bir ünite için daha az ağır bir seçenek seçmelisiniz. Örneğin, gelecekteki bir tasarımın temeli olarak haddelenmiş köşebent çelikten yapılmış köşebentleri seçebilirsiniz. Segmentlerin önerilen uzunluğu 125 cm'dir.
Yatağın uzunluğu arttırılabilir ancak bu işlem, ahşap işleme ünitesinin diğer bölümlerine müdahale edilmesini gerektirecektir. Bunu yapmadan önce kağıt üzerinde bir plan yapılması tavsiye edilir. Profil sitesinden de alabilirsiniz çizimi bitirdim, bir ahşap torna tezgahını kendi ellerinizle monte etmenize yardımcı olacaktır.
Bu birimin üretimi için eylem algoritmasını adım adım ele alalım. Öncelikle karşılık gelen köşeleri yatay bir yüzeye (birbirine açık) yerleştirmeniz gerekir. Daha sonra aralarına, gerekli 4,5 cm mesafeyi korumanıza izin verecek kalibre edilmiş kesici uçların yerleştirilmesi önerilir.

Daha sonra kılavuzları bağlamanız gerekir. Bu amaçlar için, yalnızca boyutları (19 cm) farklı olan aynı köşeler en sık kullanılır. Kaynak yapılacak noktaların önceden işaretlenmesi tavsiye edilir. Jumper'lar uzun köşelerin kenarlarına yakın bir yerde bulunur. Bir sonraki adım kaynağın kendisidir.
Yardımcı bilgi! Herhangi bir ev yapımı ağaç işleme makinesinin yatağı yapının temelidir, bu nedenle kurulumu çok önemlidir. Gelecekteki herhangi bir ihlal, elle yapılan ünitenin verimliliğini ve doğruluğunu etkileyecektir.
Daha sonra aynı boyutta başka bir jumper takmanız gerekir. Uzun köşeler için kesikler bulunmalıdır. Bu parçayı taktıktan sonra mesnet zıvanası için bir hücre oluşturulmalıdır. Bu geometrik elemanın boyutları hassas bir uyum gerektirir. Standart bir mesnetli zıvana takmak için 4,5 x 16,5 cm yeterlidir.
DIY ağaç işleme makinesi: kullanışlı nasıl yapılır
Geleneksel olarak bu kısım iki bileşen içerir. Çelik köşelerden yapılmıştır. Kaynak için iş parçalarının standart boyutları – 5 ve 3 cm.Bu elemanların birleştirilmesi kaynak (uzunluk) ile yapılır. Sonuç, uzunluğu 26 ve 60 cm olması gereken iki bölümdür.

Torna tezgahında alet desteği - ahşapla çalışırken destek için gereklidir
Kısa eleman özelleştirilebilir bir destek tabanı olarak kullanılır. Ayrıca köşe raflarından birinin el değmemiş profilin 11 cm'lik kısmı kalacak şekilde açılı kesilmesi gerekir. Aynı manipülasyonu diğer kanatta yapmadan önce kenardan 6 cm geriye çekilmek gerekir, ikinci durumda açının kendisi düz kalır.
Daha sonra ev yapımı bir ağaç işleme makinesi için bir karşı çerçeve yapmanız gerekir. Bu elemanın üretimi için bir çelik levha uygundur. Bir sonraki adım kılavuz elemanını ve kelepçesini yapmaktır. Bu amaçlar için malzeme olarak normal bir inç boru kullanabilirsiniz. Bir öğütücü kullanarak uzunlamasına bir yarık açmanız gerekir. Ustalar bu kısmı 15 cm'den uzun yapmamanızı tavsiye ediyor.
Daha sonra kılavuz manşon 2,5 cm'lik bir köşeye yerleştirilir Öğütücü ile yapılan kesim raflardan birine dik olmalıdır. Daha sonra yapı bir kelepçeye sabitlenmeli ve kaynak ekipmanı kullanılarak bağlanmalıdır. Bundan sonra tüp ikinci bir köşe ile kapatılır ve aynı şekilde ona bağlanır.
Bitmiş kılavuz parçası, köşebentin çıkıntılı flanşına kaynak yapılarak birleştirilir. Son sabitleme için raya bir somun kaynaklamak ve ikinci parçayı bir vidayla donatmak gerekir. Ayrıca şunu da unutmayın ters taraf yapılması gerekiyor ek sabitleme tasarımlar. Bunu yapmak için metal bir çubuğu tek tek parçalarına kaynak yapabilirsiniz. Yapıya sağlamlık ve sağlamlık verecektir.

Alet dayanağı, 2 cm çapında olması gereken bir takviye parçası (pürüzsüz) üzerine sabitlenmiştir Böyle bir çubuk, köşenin arka tarafına yaklaşık olarak ortasına sabitlenmiştir. Sonunda donatıyı uzun bir parçaya (60 cm) bağlamak gerekir.
Ev yapımı torna tezgahıahşap için: bir tahrik seçme
Sürücünün işleyebilmesi için yeterli güce sahip olması gerekir ahşap ürünler. Bu cihazı satın alırken standart modellere dikkat etmeniz tavsiye edilir. Güçleri 1200 ila 2000 watt arasında değişmektedir. Bu, evde çeşitli parçaların işlenmesi için oldukça yeterlidir. En sık kullanılan sürücü 1200 watt'lık bir güç derecesidir.
Asenkron motorlar genellikle ev yapımı ahşap tornalarında kullanılır. Bu cihazı kendi ellerinizle yapmak mümkün değildir. Takım tezgahlarına takılan sürücüler arasında ortak olan diğer bir özellik kendi emeğiyle, - üç faz.
Not! Bu tür ekipmanı evde monte ederken gerekli dönüş hızına sahip bir motor satın almak oldukça zordur. Ancak istenirse kasnakların çapı değiştirilerek bu gösterge ayarlanabilir.

Sürücüyü kurarken çerçevenin özel bir plaka ile donatılması önerilir. Kapı kanopilerine sabitlenir ve kayışın daha sıkı bastırılmasını sağlar. Bazı ustalar platforma, ahşap bir bloğu işlerken saniyedeki devir sayısını değiştirmelerine olanak tanıyan bir pedal yerleştirir.
DIY torna tezgahı: mesnet ve punta
Bu bileşenleri üretmek için bir metal işleme makinesine erişiminizin olması gerekir. Bu mümkün değilse hazır yapı elemanlarının satın alınması tavsiye edilir. Bir ahşap işleme ünitesinin başlığı, yatak kategorisine ait iki mahfaza içerir.
Makineyi kendiniz monte ederken, mil ekseninin taban üzerindeki yüksekliğinin 12 cm'den az olmaması gerektiğini unutmamak önemlidir, bu gösterge ön ünitenin boyutunu etkiler. Bu durumda en uygun olanı 7 cm yüksekliğinde bir yatak bloğudur Şaftın kendisi bir metal işleme cihazında yapılabilir. Çapı 4 cm'den az olmamalıdır.
Buna karşılık, bir ahşap torna tezgahının puntasını kendi ellerinizle yapma prosedürü daha az karmaşıktır. Bu modül aşağıdakiler de dahil olmak üzere 4 öğe içerir:
- temel;

- kılavuz (harici);
- iç tüp;
- vidayı sürün.
Tabanın yüksekliği 10 cm'yi geçmemesi gereken çelik açıdan yapılması tavsiye edilir.Kılavuz oluşturmak için 4x15 cm ölçülerinde bir tüp kullanabilirsiniz.Arka kısmına delikli özel bir tapa takmalısınız. (0,8 cm). Bu durumda iç borunun boyutları 2 cm olacaktır, daha sonra bir tahrik vidası yapmanız gerekir. İç borudaki somun için ona bir diş uygulanır.
Ayrıca mesnet ve puntanın aynı hat üzerinde olması gerektiğini de belirtmekte fayda var. Aksi takdirde, bir ağaç işleme makinesinin daha fazla inşası herhangi bir sonuç getirmeyecektir. Mesnetler, alet dayanağıyla aynı şekilde yatağa sabitlenir.
Kendi elinizle ahşap torna tezgahı için kesiciler yapmak
Gerekirse, bu işlevsel öğeler özel bir mağazadan satın alınabilir veya çevrimiçi olarak sipariş edilebilir. Ancak birçok usta bu cihazları kendileri yapmayı tercih ediyor. Günümüzde en popüler kesme elemanları Reyer ve Meisel'dir. Bileme makinesinde gerçekleştirilmeleri oldukça basittir.

Bunları yapabilmek için kesme elemanları bir hazırlık yapılması gerekecektir. Eski araçları (örneğin bir dosya) olduğu gibi kullanabilirsiniz. Metal işleme ünitesi bu boşluğu oldukça hızlı bir şekilde keskinleştirmenizi sağlar. Şekillendirme iki noktada gerçekleştirilir: bıçağın yerleştirileceği yer ve kuyruk.
İlgili makale:
Popüler ağaç işleme makineleri modellerinin gözden geçirilmesi. Seçim ve kullanım kuralları için ipuçları.

Kendi elinizle bir ağaç kesici yapmanın bir sonraki adımı, döndürülmüş bir sapı bir kilitleme halkasıyla doldurmaktır. Bu şekilde, bir ağaç işleme ünitesi için bağımsız olarak kesiciler üretebilirsiniz.
Not! Bu işlevsel elemanların üretimi için ilk malzeme olarak yalnızca eğeleri değil aynı zamanda raspaları veya bağlantı parçalarını da kullanabilirsiniz.
Bunu hatırlamak da önemlidir ev yapımı enstrümanÖncelikle yumuşak ağaç türleri üzerinde test yapmanız gerekir. Böyle bir kontrol, kesicinin ne kadar iyi yapıldığını ve sert kayalarla çalışırken kullanılmasının tavsiye edilip edilmeyeceğini belirleyecektir.
Ahşap torna ve freze makinesikendi ellerinle
Tasarım açısından bakıldığında bu tip seri birimler oldukça karmaşıktır. Bunun nedeni CNC ile donatılmış olmalarıdır. Böyle bir sistemi evde yeniden oluşturmak imkansızdır, bu nedenle uzmanlar mümkün olan en basit frezeleme ünitelerinin yapılmasını önermektedir.

Böyle bir ünitenin imalatında, boşluğun ön ve arka üniteler arasına yerleştirildiği klasik versiyonun kullanılması önerilmez. Kesicinin temsil ettiği fonksiyonel kısmın terk edilmesi de tavsiye edilir. Bu durumda işlevsel unsur manuel yönlendirici olacaktır. Bu tasarımın avantajları ekonomisi ve artan işlevselliğidir.
Ahşabı işlemek için kullanılan tornalama ve frezeleme ekipmanı çeşitli bileşenler içerir. Bunları kendin yapabilirsin. Öncelikle ünitenin tabanını (yatağı) yapmanız gerekir. Üretimi için kural olarak ahşap bloklar kullanılır. Bu tür destek, yüksek mukavemet ve sertlik ile karakterize edilir.
Daha sonra hareket etmemesi gereken ön düğüm sabitlenir. Aksine, punta montaj paneli boyunca hareket ederek konumunu değiştirmelidir.

Bir elektrik motorunu sallarken verimliliğini artırmak için yaygın bir yöntem kullanılır. Tahrik miline daha küçük çaplı bir disk monte edilir ve ön düzeneğin benzer bir elemanına daha büyük bir disk monte edilir. Bu durumda etkileşim, bir kayış tahriki vasıtasıyla gerçekleştirilir.
Yukarıda belirtildiği gibi, bu durumda ahşabı döndürmek için kullanılan alet bir frezedir. Kendi kendine yapılan bir platform üzerinde en üst destek noktasına monte edilir. Bunu hatırlamak önemlidir ev yapımı cihazlar fonksiyonel bir elemanın CNC'ye bağlanma olasılığı hariçtir. Böylece minimum donanıma sahip kesicili en basit ünite bu sırayla üretilir.
Fotokopi makinesi ile kendin yap ahşap torna tezgahı
Fotokopi makinesi, belirli bir şablona göre iş parçası üzerinde oymalar yapmanızı sağlayan bir cihazdır. Bu sayede benzer parçaları üretmek mümkün hale geliyor yüksek hız. Bir ahşap kopyalama makinesi aşağıdakileri önlemenizi sağlar: özenli çalışma ve çoğunlukla ev atölyelerinde kullanılır.
Bir kopya öğesini kendiniz oluşturmak için temel olarak manuel yönlendiriciyi kullanabilirsiniz. Üzerine yerleştirilmelidir kontrplak kurulu kalınlığı 1,2 cm'den fazla olmamalıdır Böyle bir iş parçası için standart boyutlar 20x50 cm'dir.

Yardımcı bilgi! Ahşap frezeleme ve kopyalama makinesinin üretkenliği, onun yalnızca evde değil, küçük endüstrilerde de kullanılmasına olanak tanır.
Daha sonra sabitleme elemanları için delikler açmanız ve ayrıca fonksiyonel parça için destek görevi görecek küçük çubuklar takmanız gerekir. Daha sonra kesici, kelepçelerin arasına yerleştirilmeli ve sıradan kendinden kılavuzlu vidalar kullanılarak sabitlenmelidir. Bundan sonra geriye kalan tek şey bloğu (7x3 cm) makineye yerleştirmektir. Şablonu yapıştırmak için kullanılır.
Bir fotokopi makinesiyle kendi ahşap torna tezgahınızı bu şekilde yapabilirsiniz. Bu konuyu net bir şekilde anlamanızı sağlayan videolar internette izlenebilir. Bu cihazı yapmak o kadar da zor değil. Tüm işler geleneksel bir ünitenin basit bir modernizasyonuna indirgeniyor.
DIY mini ahşap torna
Ev atölyesinde daha küçük bir cihaz da yapılabilir. DIY mini ahşap torna tezgahının boyutu 20 ila 30 cm'dir, bunu yapmak için eski bir motora ve gereksiz Sovyet tarzı bir radyodan gelen güç kaynağına ihtiyacınız olacak. Bu küçük cihaz, küçük ahşap parçaları (örneğin kulplar) döndürmek için mükemmeldir.

Bu cihaz aynı zamanda mini metal torna tezgahı olarak da kullanılabilir. Sadece ahşap boşluklara değil aynı zamanda teneke ve hatta alüminyumdan yapılmış ürünlere de istenilen şekli vermenizi sağlayacak bu kadar küçük bir cihazı kendi ellerinizle yapmak zor değil.
Bu durumda takip edilmesi gereken belirli bir eylem algoritması vardır. Öncelikle bir metal levha alıp motor için kasa görevi görecek bir kutu hazırlamanız gerekiyor. Uzmanlar 1-1,5 mm kalınlığındaki levhaların seçilmesini tavsiye ediyor. Plaka “P” harfi şeklinde bükülmeli ve şaft için içine bir delik açılmalıdır.
Daha sonra, ahşap bir bloktan aynı anda birkaç eleman yapmanız gerekir. Malzemenin kalınlığı yaklaşık 2-3 cm olmalıdır, önce destek kasası, ardından motor ve arka montaj için destek parçaları yapılır.
Bir sonraki adım, tahtadan kare parçalar kesmek ve bunları birbirine yapıştırarak bir "kule" oluşturmaktır. Daha sonra ortaya çıkan yapıyı kendinden kılavuzlu vidalar (4 adet) kullanarak sabitlemeniz gerekir. Sonunda geriye kalan tek şey, işlevi kendinden kılavuzlu bir vida ile gerçekleştirilen tutucunun noktasını işaretlemek ve ön plakayı motor tarafına sabitlemektir.

Bu talimat şunları yapmanızı sağlar: küçük makine boyutları 25 cm'yi geçmeyecek elbette böyle bir cihaz ciddi işler için uygun değil. Ancak küçük görevleri gerçekleştirmek için böyle bir cihaz en çok uygun seçenek Kendi ellerinizle montajı çok kolaydır. Mini torna tezgahı çok az elektrik enerjisi tüketir, bu da bir artıdır.
Bir matkap kullanarak kendin yap ahşap torna tezgahı
Atölyenizde bir çalışma tezgahınız varsa, ahşap işleme ünitesinin imalat süreci büyük ölçüde basitleştirilmiştir. Bu durumda çerçeve için malzeme aramaya veya doğrudan monte etmeye gerek yoktur. Bir tezgahın düz, yatay bir yüzeyine sabitlenen geleneksel bir matkap, bir döndürme cihazının yerini alabilir.
Yardımcı bilgi! Matkap aynı anda birden fazla işlevi yerine getirir; normal bir makinedeön aksamın yanı sıra dönüş tahrikinin üzerine düşer.
Matkap, elektronik aletin boynuna sabitlenmesi gereken bir kelepçe ve kelepçe kullanılarak sabitlenir. Ancak ahşap kütüklerin işlenmesi için gerekli olan kalan bileşenlerin hala bir araya getirilmesi gerekmektedir.

Her şeyden önce bu, durdurma görevi gören punta ile ilgilidir. Bu ünite matkaba paralel olarak sabitlenmiştir ve kural olarak ahşap bloklardan yapılmıştır. Güvenilirlik için, kafası bir koniye keskinleştirilmiş bir ayar vidasının kullanılması da tavsiye edilir.
Torna tezgahının bir matkaptan daha fazla montajı oldukça basittir. Destek normal bir destekle değiştirilebilir tahta blok Bir kelepçe kullanılarak yatay bir düzleme sabitlenen.
Bu kadar basit bir yapıyı monte ederken ana kural, iş mili dönüş ekseninin ve arka montajdaki ayar vidasının hizalanmasını sağlamaktır. Örneğin, sıradan bir matkaptan bir torna tezgahını geçici olarak monte edebilirsiniz. Üstelik böyle bir makinede hem ahşap işleme yapabilir hem de yumuşak metallerden (alüminyum, bakır vb.) iş parçaları üretebilirsiniz.
Ev yapımı ahşap torna tezgahı kullanma kuralları
Uzmanlar, bir DIY ahşap torna tezgahının operasyonel nüanslarını anlamanıza yardımcı olacak eğitim materyallerini incelemenizi tavsiye ediyor. Bu konuyla ilgili videolar internette kolayca bulunabilir.

Bu tür ekipmanlar üzerinde çalışırken uyulması gereken temel kuralları da dikkate almak faydalı olacaktır. Her birinin hatasız tamamlanması gerekiyor. Örneğin bir iş parçasını işlemeye başlamadan önce onun buna uygun olduğundan emin olmanız gerekir. İş parçasında ahşapta düğümler, çatlaklar veya deformasyonlar olmamalıdır.
İş parçasının yerleştirilmesi aynı zamanda belirli bir prosedürün izlenmesini de gerektirir. Sabitleme kullanılarak yapılır özel bağlantı elemanlarıÖn düzeneğin şaftında ve arka çubukta bulunur.
Ayrı olarak, işleme doğruluğunun işlenmemiş parçanın dönüş hızından etkilendiğini belirtmekte fayda var. Hız ayarı, tahrik kayışının kasnak kanallarındaki konumu değiştirilerek gerçekleştirilir. İşleme süreci ahşap boş bakım gerektirir. Fonksiyonel bir eleman kullanılarak döndürülen bir ürünün ölçümlerinin alınması tavsiye edilir.
Çalışma sırasında tulumları unutmamalısınız. Gözlükler gözleri cips ve tozdan korumak için kullanılır. Ayrıca çalışmaya başlamadan önce, ekipmanın ayrı ayrı elemanlarının servis edilebilirliğini kontrol etmek gerekir.

Makine yalnızca kullanımına aşina olan bir kişi tarafından çalıştırılmalıdır, teknik bakım ve olası tehlikelere karşı uyardı
Evde ahşap torna tezgahı nasıl yapılır sorusunun cevabı, paradan tasarruf etmenizi sağlayacaktır. Kendi kendine montaj Bu ünite ön hesaplamalar, diyagram hazırlanması ve özen gerektirir. Talimatlara uygunluk, böyle bir cihazın yapımında uyulması gereken temel kuraldır. Ev yapımı ünite herhangi bir ev atölyesine faydalı bir katkı olabilir.
Site okuyucularına sunulan ahşap işleme makinesini bağımsız olarak tasarladım, kendi ellerimle ürettim ve artık sitemde ev inşa ederken başarıyla kullanıyorum. Tasarımın ne kadar başarılı olduğuna ikna oldum: kompakt, teknolojik açıdan gelişmiş ve bence "kopyalanması" için oldukça uygun. Makine o kadar basittir ki, üretimi için son derece ayrıntılı ayrıntılara ihtiyaç duyulması pek mümkün değildir. Tüm sabitleme noktalarına buradan serbestçe erişilebilir. Yani istenirse yapı kolaylıkla sökülüp bir arabanın bagajında taşınarak yaklaşık otuz dakika içinde yeni bir yerde monte edilebiliyor.
Ağaç işleme makinesi çizimleri



Üniversal bir ağaç işleme makinesinin önerilen versiyonu, çelik köşebent ve çelik sacdan yapılmış taşıyıcı elemanlara sahiptir. Her ne kadar bilsem de: deneyimli bir DIYer'ın bu malzemelere uygun bir yedek parçayı eldekilerden bulması zor olmayacak. Elbette kompaktlık ve montaj ve demontaj kolaylığı sağlayan teknik çözümlerin maksimum kullanımıyla.
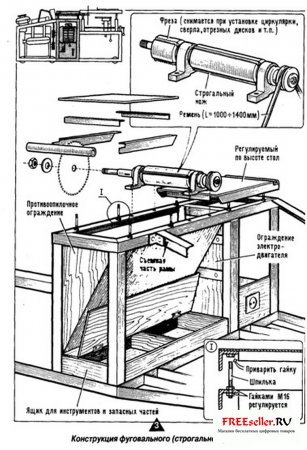
Örneğin kaynaklı montajları ve parçaları ele alalım. Birçoğu yok. Öncelikle 50x50 mm köşebent çelikten yapılmış bir taban desteğidir. Daha sonra L şeklindeki masa direklerini ve tahrik edilen milin yatak ünitelerini makinenin çalışma parçalarına monte etmek için bir çerçeve bulunmaktadır. 60x60 mm köşebent çelikten imal edilmiştir. L şeklindeki rafların burçlarını masa üstüne sağlam bir şekilde sabitlerken, bir sınır cetveli ve elektrik motoru için özel bir döner platform oluştururken kaynak işi de gerekli olacaktır.
İkincisi özel olarak anılmayı hak ediyor. 40x40 mm açılı çelik parçalardan ve uçları kesilmiş bir çubuktan kaynaklanır. iç dişli M12. Çubuk, platformun dönme ekseni görevi görür, direklerin arasına yerleştirilir ve her iki taraftan M12 cıvatalarla sabitlenir. 100 mm çift oluklu kasnağa sahip AIR100B4UZ asenkron üç fazlı motor, Grover somunları ve rondelaları olan dört cıvata kullanılarak platforma monte edilir.
V-kayışı tahrikindeki gerginlik, platformdaki delikten geçen bir çubuk üzerindeki kanadın bükülmesi ve ardından kilitlenmesiyle gerçekleştirilir.
M20 cıvatalarla birbirine bağlanan taban desteği, çerçeve ve dört adet 40x40mm açılı çelik direk çerçeveyi oluşturur. Üzerine vidalanmış alüminyum levhadan yapılmış talaş ve talaşların yanı sıra elektrik motorunu çalıştırma ve kontrol etme ekipmanı da dahil olmak üzere diğer bileşenler ve parçalar için oluklar vidalanmıştır.
Masa örtüsü, M12 havşa başlı vidalar ve kilitli somunlar kullanılarak direklerle birbirine bağlanan iki özdeş 6 mm çelik plakadan oluşur. Daha önce belirtildiği gibi, kapağın alt yüzeyine, L şeklindeki direklerin dönebildiği dört burç kaynaklanmıştır. Sınırlayıcı cetvel ise bileşik kelepçeler ve M8 vidalar kullanılarak kılavuzlara monte edilir.
Motor hakkında birkaç söz. Makine üç fazlı AIR100B4UZ (3 kW, 1410 rpm) kullandığından, onu tek fazlı bir ağa bağlamak için faz kaydırmalı başlatma ve çalıştırma kapasitörlerinin eklenmesi gerekliydi. Ve en verimli kullanım için, sargıların yıldız veya üçgen şeklinde bağlanmasını sağlayın. Bu modlardan ilki (ile sembol“U”) azaltılmış yükle kesme ve planyalama sırasında (levhalar çok kalın olmadığında) kullanılması tavsiye edilir. BA1 devre dışı, BA2 etkin ve BAZ “U” konumunda ise burada “Başlat” butonuna basılır. Bu durumda, manyetik yol verici çalışacak ve BV1'i bloke ederek motor sargılarına güvenilir bir voltaj beslemesi sağlayacaktır.
“D” sembollü mod, artırılmış güçle çalışır. Elektrik motoru iyice hızlandıktan sonra “U” modunda gerekli hıza ulaştıktan sonra ona geçerler. Ardından, BA1 kullanarak ek olarak 100 μF daha bağlayarak faz kaydırma kapasitörünün kapasitesini cesurca artırın. Ve ancak o zaman, güçlü başlangıç \u200b\u200bakımlarından kaçınarak, sarımları "üçgen" olarak değiştirin ve BAZ'ı "D" konumuna getirin.
Herhangi bir modda motoru durdurmak kolaydır. Bunu yapmak için “Durdur” düğmesine tıklamanız yeterlidir. Daha sonra manyetik yol vericinin bobin sargısına giden besleme voltajı derhal duracak ve elektrik motorunun enerjisi kesilecektir.
BA4 "Geri" anahtarına gelince, uygulamanın gösterdiği gibi, kurulmasına gerek yoktur. Ve bu durumda gerekli dönüş yönüne şu sırada ulaşılır: devreye alma işleri sargılardan birinin "uçlarını değiştirerek".
Ve söz konusu planın işleyişinin özelliklerine ilişkin bir not daha. Elektrik motoru durdurulduktan sonra her iki kondansatörün de deşarj olması gerekir. Bunu yapmak için sadece... BA1 ve BA2'yi açmanız gerekir.
Makinenin çalışma özelliklerini bir bütün olarak değerlendirmenin zamanı geldi. Bunu çizimlere bakarak yapmak daha iyidir.
Her şeyden önce, kesme yüksekliğini ve talaş kaldırma kalınlığını ayarlamak. Gerekli sonuçlar burada... somunların döndürülmesiyle elde edilir. Özel, ayarlı, daha sonra alt somunla sabitlenen.
Tezgahın eğiminin değiştirilmesi (düzden farklı bir açıyla kesim yaparken), rafların (testere bıçağının karşı tarafındaki) gerekli yüksekliğe kaldırılması (veya indirilmesi) ile gerçekleştirilir. Optimum hızlarŞaftın dönüşü (kesme için 1500 rpm ve kaynak malzemeyi planyalama için yaklaşık 3500 rpm), tahrik ve tahrik edilen kasnakların çaplarının uygun şekilde seçilmesiyle elde edilir.
Diğer makine yetenekleri? Doğrudan çalışma milinde hangi aletin bulunduğuna bağlıdırlar. Örneğin, çeşitli kesiciler kullanarak olukları ve çeyrekleri başarıyla seçebilirsiniz. Değiştirme testere bıçağı Açık kesme tekerleği, güvenilir bir mekanik metal kesici elde ederiz. Ve zımpara kurulumuyla birlikte aletleri bilemek için bir makine.
Ancak tüm bunlar dikkatli olmayı gerektirir. Ve elbette, güvenlik düzenlemelerine en katı ve sıkı bağlılık. Özellikle şaftı yatak çerçevesine monte ederken, bükülmeden sağlam bir şekilde sabitlenmesi gerekir. Önce bir desteğin cıvatalarını sıkarak, diğerinin çerçevenin üzerine çıkmadığından ve ona aşırı derecede bastırılmadığından emin olun. Daha sonra ikinci destekteki cıvataları sıkarken de aynı önlemi almanız gerekir. Desteklerin altına metal ara parçaları yerleştirerek bozulmayı hemen düzeltin. Yataklar refrakter gres ile doldurulmalıdır. Hiçbir durumda talaş ve talaşların içlerine girmediğinden emin olun.
Uçağa daha az özen göstermemelisiniz. Bu çalışma gövdesinin bıçakları güvenli bir şekilde cıvatalanmalıdır. Uçağın kullanılmadığı zamanlarda özel metal bir kapakla kapatılması gerektiğini (şekilde gösterilmemiştir) hatırlatmakta fayda var.
Herhangi bir sürprizle karşılaşmamak için, “dairesel” tespit somunlarının mutlaka Grover rondelalarla birlikte olması gerekir ve diğer dişli bağlantıların uygun şekilde sıkılmasından zarar gelmez. Makineyi çalıştırmadan önce her şeyin ne kadar iyi sabitlendiğini kontrol etmelisiniz. Şaftın kendisini tahrik kayışıyla birkaç kez döndürerek V kayışı tahrikinin güvenilir olduğundan emin olun. İkincisi sıkışmadan kolayca dönmelidir. Ve ancak o zaman çalışmaya başlayabilirsiniz.
Mevcut alet ve malzemeleri kullanarak nispeten basit ağaç işleme makinelerini ve onlar için aksesuarları kendi ellerinizle nasıl yapacağınızı ve ayrıca teknik ahşap işleme için temel işlemleri anlatacağız.
Veda ederken size bazı tavsiyeler ve dilekler vermek istiyorum: Teknik yaratıcılık yolunu seçtiğinizde, kendinizi sabır ve sebatla donatın; arzularınızı mevcut fırsatlarla dengeleyin; basit teknikleri, mevcut araçları ve malzemeleri kullanın; İlk başarısızlıklarda pes etmeyin. Başarı kesinlikle size gelecektir!
Sitedeki son yayınlar
ELEKTRİK MOTORLARI
Makinenin elektrikli tahrikinin kalbi haklı olarak elektrik motorudur (EM). Serilerinin, türlerinin ve özel tasarımlarının sayısını saymak, anlatmak bir yana zordur. Ancak öyle görünüyor ki, bu bilgi ev ustasının işine yaramıyor: Sonuçta, genellikle ev aletlerine ve makinelere monte edilen çok sınırlı sayıda ED'ye erişimi var. Artan ilgisini uyandırıyorlar. Tasarımlarında sıklıkla bunları kullanıyor. Onlar hakkında konuşacağız.
Oyuncaklar, taşınabilir kayıt cihazları ve diğer küçük boyutlu cihazlar için tahrik mekanizmaları dışında, DC motorların günlük yaşamda kullanımı sınırlı olduğundan, bunlar üzerinde durmayacağız. Yalnızca uygun güçteki DC motorların, örneğin uçaklar, gemiler vb. gibi mobil araçlarda, yerleşik ağdan beslenebilecekleri ve çeşitli araçlarda kullanıldığını not ediyoruz. endüstriyel ekipman yüksek verimlilikleri, kademesiz hız kontrolü ve diğer olumlu nitelikleri nedeniyle. Bu tür elektrik motorları, özel redresörler aracılığıyla alternatif akım ağına bağlanır.
Ancak komütatör AC motorlar, oldukça karmaşık tasarımlarına rağmen, birçok olumlu özelliğe sahip oldukları için günlük yaşamda çok yaygın olarak kullanılmaktadır.
Böyle bir elektrik motorunun uyarma sargısı, ağdaki akımın yönü değiştiğinde aynı anda değiştiği için armatür sargısına seri olarak bağlanır.
Bu armatürdeki akımın yönü ve kutupların polaritesidir. Torkun yönü korunur.
Motor dönüş frekansı, ağdaki akımın frekansına bağlı değildir ve çok önemli olabilir. Bu durum, komütatör motorlarının elektrikli süpürgelerde, fanlarda ve çalışma gövdesinin yüksek dönüş hızının zorunlu olarak zorunlu kılındığı diğer cihazlarda kullanılmasına izin verir. Bu motorlar, DC kolektör motorlarının temel karakteristik özelliklerini korur ve yüksek başlatma torkunun gerekli olduğu yerlerde (parlatma makineleri, kıyma makineleri, Gıda işlemcileri vb.) Yüksek dönüş hızı nedeniyle, böyle bir motor, birim kütle başına yüksek özgül güç ile karakterize edilir ve hafiftir; bu, elektrikli el aletleri ve diğer taşınabilir cihazlar için çok önemlidir. Bu motorların avantajı kısa süreli aşırı yüklere dayanabilmeleridir. Besleme ağındaki önemli voltaj dalgalanmalarında bile çalışmaları kesintiye uğramaz. Bu tür motorları çalıştırırken mevcut güç, kural olarak, nominal değerin dört katını aşmaz, bu nedenle sık başlatma ve kapatma modunda kararlı bir şekilde çalışırlar.
Kolektör ED, düşük besleme voltajı ve aydınlatma ağı voltajı için yapılabilir. Akım türüne bağlı olarak yalnızca nominal verileri değiştirerek doğru ve alternatif akımla çalışabilir. Bu verilerin yaklaşık olarak aynı olmasını sağlamak için EM uyarma sarımı ek bir çıkışla yapılır. Doğru akımla çalışırken bu bobinlerin tüm sarımları, alternatif akımla çalışırken ise sadece bir kısmı açılır. Böyle bir motora evrensel denir.
Bir kollektör EM'nin avantajı, dönüş hızını en geniş sınırlar dahilinde sorunsuz bir şekilde kontrol etmenin yanı sıra tersine çevirmenin (dönme yönünü değiştirme) kolay olmasıdır. Bunu yapmak için, armatür sargısındaki veya alan sargısındaki akımın yönünü değiştirerek uçlarını değiştirmek yeterlidir.
Ne yazık ki, tek fazlı komütatör motorların zayıf yönleri yoktur. Üretimleri karmaşık ve pahalıdır, nitelikli bakım gerektirirler,
Fırçaların ve komütatörlerin sürekli bakımı, radyo alımındaki paraziti bastırmak için özel filtreler gerektirir. Kolektör elektrik motorları hakkında daha spesifik bir fikir vermek için birçok kılavuzda bulunan LPC tipi motorlara dönelim. elektrikli makineler ah (testereler, uçaklar, matkaplar, dekupaj testereleri vb.) ve onlarla yapısal olarak bağlantılıdır, yani. yerleşiktirler.
Çift yalıtımlıdırlar, bu da onlarla çalışmanın güvenliğini büyük ölçüde artırır. Güçleri 120–1150 W, armatür dönüş hızı 12000–18000 dk1'dir. Hacimli transformatörlere veya elektriksel frekans dönüştürücülere ihtiyaç duymadan doğrudan AC ve DC gücüyle çalıştırılırlar.
Plastik bir kasaya monte edilen LPC motorunun statoru, içinden geçen elektrik akımının sabit bir manyetik akı oluşturduğu, kesiklerine iki elektromıknatıs bobininin takıldığı bir çelik plaka paketinden oluşur.
Rotor, oluklara sarımın yerleştirildiği çelik bir paketten oluşur. Terminalleri toplayıcıya bağlanır. Üzerine rotor, kollektör ve fan monte edilmiş olan mil, iki bilyeli yatak üzerinde dönmektedir. Bunlardan biri sokete yerleştirilmiştir arka duvar mahfaza ve diğeri - ara ekranın soketine.
Fan, çalışma sırasında motoru soğutmak için kullanılır. Hava, mahfazadaki giriş pencerelerinden emilir, stator sargısını soğutur ve ara ekranın pencerelerinden atmosfere doğru itilir.
Fırçalar özel bir tutucuya yerleştirilir ve yaylar vasıtasıyla komütatöre bastırılır. Fırçalara, iki kutuplu bir anahtara bağlı iki kablo aracılığıyla elektrik akımı sağlanır.
Radyo parazitini önleme filtresi, motor mahfazasının arka duvarına monte edilmiştir ve bir mahfaza ile kapatılmıştır. Daha önce de belirtildiği gibi, komütatör motorlar hafif frezeleme, delme, bileme, torna tezgahları ve diğer işlemleri yürütmek için kullanılabilir. ev yapımı yapılar. Özellikle dönme hızlarını düzenlemenize ve aynı zamanda kasanın sıcaklığını azaltmanıza olanak tanıyan güç cihazlarıyla başarılı bir şekilde çalışırlar.
Bu, ayarlanabilir bir laboratuvar ototransformatörü (LATRA) kullanılarak en kolay şekilde elde edilir. Motor ayrıca, birkaç sabit çıkış voltajı elde etmenizi sağlayan bir ototransformatör aracılığıyla ağa da bağlanabilir. Ne yazık ki, bu tür cihazlar ticari olarak temin edilememektedir. Ancak dilerseniz ototransformatörü kendiniz yapabilirsiniz. Bunu yapmak için, 16–20 cm2 kesitli (örneğin, ШЛ 32 x 50) manyetik bir çekirdek seçmeli, 400 turluk 1,5 mm PEV2 tel sargısını sarmalısınız. 230, 270 ve 320 turluk vuruşlar yapın. Kabloyu sarımın başlangıcından bir terminale ve geri kalanını ilkinin etrafında bulunan diğer terminallere bağlayın. Sargının başlangıcını diğer terminallerle dönüşümlü olarak kısa devre yaparak, motora güç sağlamak için gereken bir dizi alternatif akım voltajı elde edebilirsiniz.
Tristör voltaj regülatörleri daha da kullanışlıdır ve motor dönüş frekansının düzgün şekilde düzenlenmesine olanak tanır. Benzer cihazlar ticari olarak mevcuttur. Gerekirse böyle bir regülatörü kendiniz yapabilirsiniz. Planlarının pek çoğu “Radyo” dergisinde, “Kitlesel Radyo Kütüphanesi” sayfalarında ve benzeri yayınlarda yayınlandı. Çoğunlukla, bu tür cihazlar aktif yükteki voltajı 0 ila 220 V aralığında ayarlamanıza olanak tanır. Yük gücü ayrıca birkaç W ila 1,5 kW veya daha fazla arasında geniş bir aralıkta değişir. Onların yardımıyla doğru akımı elde edebilir ve onu evrensel komütatör motorların yanı sıra DC motorlarla çalıştırabilirsiniz. Bunu yapmak için, tristör voltaj regülatörünün doğrultucu devresine uygun kapasiteye ve gerekli çalışma voltajına sahip bir elektrolitik kondansatör dahil etmeniz ve uçlarını yüke bağlamanız gerekir.
Son yıllarda küçük boyutlu elektronik kontrol ünitelerine sahip el tipi delme makineleri (matkaplar) üretilmeye başlanmıştır. Ayrıca uygun güce sahip otonom komütatör motorlarına güç vermek için de kullanılabilirler. Ev yapımı makinelerde (özellikle kapalı olanlarda) yerleşik toplayıcı ED'lerin yoğun bir şekilde soğutulması tavsiye edilir. Örneğin kişisel bilgisayarlardaki küçük boyutlu fanlar bunun için oldukça uygundur.
Deneyimsiz okuyucular, freze makineleri hariç, ev yapımı ağaç işleme makinelerinin çoğunda, uygun dişli kutuları ve diğer hız kontrol cihazları olmadan yüksek hızlı motorların kullanılmaması konusunda uyarılmalıdır.
Başka bir ipucu: Çalışmak için iki elinizi de serbest bırakmanız ve aynı zamanda komütatör motoru kullanan bir makineyi sıklıkla açıp kapatmanız gerektiğinde, ayak pedalından daha iyi bir yardımcı yoktur. İçine herhangi bir türden bir basmalı düğmenin monte edildiği ahşap bir tabandan oluşur. Pedal sacdan bükülmüştür. Aynı anda dönme ekseni görevi gören iki vidayla tabana tutturulur. Pedalın bağımsız olarak üst konumu işgal edebilmesi için yay yüklüdür (altına bir parça köpük kauçuk, bir lastik tüp, elastik bir metal plaka veya silindirik bir yay yerleştirilir). Elektrik şebekesine ve motora bağlantı için anahtardan prizli ve fişli teller çıkarılır. Sağlam tasarım aynı zamanda bir ağ tek tuşlu anahtarından da elde edilir. Ahşap bir tabana vidalanmalı ve anahtarın altına elastik malzeme yerleştirilmelidir.
Tek fazlı asenkron motorlar çeşitli ev aletlerinde yaygın olarak kullanılmaktadır. Kollektörlerden yapısal olarak farklıdırlar ve onlara göre somut avantajlara sahiptirler: radyo alımını engellemezler, tasarım açısından çok daha basittirler, bu da ucuz ve güvenilir oldukları ve yüksek işletme maliyetleri gerektirmediği anlamına gelir. Böyle bir emk'nin çalışma prensibi, rotor sargısındaki emf'nin alternatif bir manyetik alan tarafından indüklenmesidir. Bu nedenle ona bir enerji kaynağından akım sağlamaya gerek yoktur ve bu nedenle fırça ve komütatör şeklinde kayan kontaklara gerek yoktur. Ayrıca rotor sargısı güç kaynağına bağlı olmadığından rotor çekirdeğinden izole edilemeyebilir. Bakır veya alüminyum çubukları oluklarına çekiçlerseniz, elektrik direnci önemli ölçüde düşük olduğundan, akım çekirdeğin yapıldığı çelik saclardan değil, bunların içinden akacaktır.
Bununla birlikte, doğrudan ağa bağlandığında, böyle bir motor, içinde dönen bir manyetik alan bulunmadığından dolayı dönmeyecektir. Bu nedenle, kendi kendine başlayan ED'lerin çok sayıda türü geliştirilmiştir.
En yaygın olarak kullanılanlar, başlangıç sargılarına sahip tek fazlı asenkron motorlardır. Bu sargılar DC motorlarda olduğu gibi bobin şeklinde yoğunlaşmaz, stator yuvalarına eşit olarak dağıtılır. Çalışma sargısı, elektrik motorunun tüm çalışma süresi boyunca ağa bağlı kalır ve başlangıç sargısı yalnızca rotor uzaklaşırken açılır ve motor gerekli devir sayısına ulaştığında kapanır. Başlangıç sargı devresinde, çoğunlukla aktif bir direnç veya kapasitör şeklinde bir başlangıç elemanı bulunur. Motor, çalışma veya başlatma sargılarının uç uçları değiştirilerek kolayca tersine çevrilebilir.
Başlangıç direncinin başlangıç sargısının kendisinde bulunduğu motorlar vardır. Bunlar, tatmin edici başlatma ve çalışma özelliklerine sahip AOLB serisinin tek fazlı elektrik motorlarını içerir.
Başlatma kapasitörlü ED'ler daha yüksek başlatma özelliklerine sahiptir. Bunlar arasında özellikle DOLG serisi motorlar yer alır. Başlangıç sargılı bir elektrik motorunda, kapatıldıktan sonra stator yuvalarının 1/3'ü kullanılmadan kalır, dolayısıyla net gücü azalır. Bunu arttırmak için, başlangıç sargısının her zaman bir kapasitör aracılığıyla ağa bağlı kaldığı motorları kullanmaya başladılar. Böyle bir elektrik motoruna kapasitör denir ve başlangıç sargısına yardımcı denir. Bu motorun birçok olumlu çalışma özelliği vardır: yüksek şaft gücü, yüksek verimlilik ve artırılmış güç faktörü. Ancak maalesef başlangıç özellikleri oldukça düşük. Bunları iyileştirmek için, elektrik motorunun çalıştırılması sırasında çalışma kapasitörüne paralel olarak ek bir başlatma kapasitörü eklemeye başladılar. Bu motora AOLD adı verildi.
Daha sonra öncekilere göre daha iyi performans özelliklerine sahip ABE serisinin kapasitörlü elektrik motorlarını üretmeye başladılar.
Şu anda, 1,3 kW'a kadar ulaşan, artırılmış güce sahip tek fazlı kapasitör motorları üretilmektedir. Özellikle sanayi tarafından üretilen ev tipi ağaç işleme makinelerinde yaygın olarak kullanılmaktadırlar.
Elektrikli ev aletlerinde kullanılan birçok motor, çeşitli ev yapımı makineleri sürmek için başarıyla kullanılabilir. Kural olarak, ev makinelerine kuruldukları aynı başlangıç ve koruyucu ekipmanla ağa bağlanmalıdırlar.
Okuyuculara, kapasitör motoru kullanan modern bir masaüstü ağaç işleme makinesinin elektrik ekipmanı hakkında bir fikir vermek için, elektrik devre şemasını sunuyoruz (Şekil 62).
Motor, KM1 marş motorunun marş ağını kesen termik röle KK1 tarafından aşırı yüklere karşı korunur. Yeniden başlatma yalnızca 15–20 saniye sonra mümkündür, yani. KK1 rölesinin termal koruma elemanları orijinal konumlarına döndükten sonra. Elektrik motorunu çalıştırırken çalıştırma torkundaki artış, C2'ye paralel C bağlantısı nedeniyle meydana gelir. Termik bir röle tarafından kapatılacağı için sık sık başlatılması kabul edilemez. Elektrik devresi, manyetik yol vericinin kendi kendine besleme devresinde ve motor çalıştırma sargı devresinde voltaj kaybolduğunda KM1 marş motorunun blok kontaklarının açılmasıyla gerçekleştirilen sıfır koruma sağlar.
Şu ana kadar tek fazlı elektrik motorlarından bahsettik. Ülkemizde bireysel tüketiciler arasında tek fazlı akım yaygın olarak kullanıldığı için bu doğaldır. Ancak şehirlerde ve kırsal kesimde küçük özel işletmelerin ortaya çıkması ve çok sayıda bahçıvanlık ortaklığıyla birlikte son yıllarda durum çarpıcı biçimde değişti. Bu tür çiftliklerde emeği yoğunlaştırmak için, daha güçlü elektrikli makinelere ve üç fazlı motorlu aletlere ve bunları çalıştıracak daha kapsamlı bir ağa ihtiyaç doğdu.
Ev ustaları da elbette bu değişikliklere kayıtsız kalmıyor, birçoğu zaten bunları yaygın olarak kullanıyor. Bu, üç fazlı asenkron sincap kafesli motorların birçok yadsınamaz avantaja sahip olmasıyla açıklanmaktadır: basitlik, güvenilirlik, kompaktlık, düşük maliyet, ekonomik bakım ve yük değiştiğinde neredeyse sabit bir dönüş hızını koruma yeteneği. Güçleri esas olarak yalnızca kablolama parametreleriyle sınırlıdır. Hacimli ve pahalı kapasitörlere ihtiyaç duymazlar. Doğru, bu tür motorların kendilerine ait zayıf taraflar: Düşük aşırı yükleme yeteneği, azaltılmış güvenilirlik 
sık başlatma ve durdurma vb. ile çalışır. Bununla birlikte, bu dezavantajlar üç fazlı motorların avantajlarını azaltmaz.
Böyle bir motor nasıl çalışır? Statoru, oluklarına üç fazlı bir sargının yerleştirildiği bir paket elektrikli çelik sacdan oluşur. Rotor ayrıca bir paket çelik sacdan yapılmıştır. Yuvalarından geçen ve uçlarında halkalar halinde kısa devre yapan alüminyum çubuklardan oluşan bir sargıya sahiptir. Bu nedenle motora sincap kafesi adı verildi. Rotor, fanla birlikte mile monte edilir. Şaft iki bilyeli yatak üzerinde dönmektedir. Stator sargılarının altı ucu vardır ve belirlenmiş bir yıldız veya üçgen düzenine göre birbirine bağlanabilir (Şekil 63). İlk durumda, üç fazın hepsinin başlangıçları veya bitişleri bir noktada birleşir ve geri kalan üç terminal üç fazlı bir ağa bağlanır. İkinci seçenekte, birinci aşamanın sonu ikincinin başlangıcına, ikinci aşamanın sonu üçüncünün başlangıcına ve üçüncü aşamanın sonuna bağlanır.
ilkinin başlangıcıyla. Bağlantı noktalarına üç fazlı bir ağ bağlanır.
Tipik olarak, sargı terminali kelepçeleri motor bloğuna belirli bir sırayla yerleştirilir. Bu durumda, yatay bir bağlantıyla bir yıldız bağlantısı ve dikey bir jumper düzeniyle bir üçgen bağlantısı elde edilir (Şek. 63). Stator sargılarının uçları için bağlantı seçeneği, ağdaki gerilime bağlı olarak seçilir (çoğunlukla 220 veya 380 V'dir). Motorun 220 V'luk bir ağdan çalışması gerekiyorsa, sargıların çıkış uçları bir üçgene ve 380 V'luk bir ağdan bir yıldıza bağlanır. Üç fazlı bir EM'nin tersine çevrilmesi, herhangi iki fazlı kablonun değiştirilmesi durumunda gerçekleşir. Elektrik akımı genellikle üç fazlı bir motora, çekirdeklerinden biri motor mahfazasına bağlanmaya yarayan dört çekirdekli bir kabloyla sağlanır.
Asenkron üç fazlı motorlar, genellikle kabul edilen şemaya göre üç fazlı bir ağa bağlanır. 
(Şek. 64). Manyetik yolvericiler koruyucu ve çalıştırma ekipmanı olarak kullanılır, Devre kesiciler ve sigortalar.
Ancak bazı ev ustaları, bu tür ekipmanların bulunmaması nedeniyle motoru doğrudan ağa bağlar. Onu etkisiz hale getirme riskiyle karşı karşıya olsalar da yine de durumdan kurtulurlar. Bu, bir sigorta varsa ve aşırı ısınmış sargı yalıtımı kokusu veya motor tarafından yapılan olağandışı seslerin ortaya çıkması durumunda derhal kapatmak için çalışan motorun sürekli izlenmesine tabi tutularak yapılabilir.
Uygulamada, tek fazlı bir ağda üç fazlı bir motorun kullanılmasının gerekli olduğu durumlar sıklıkla vardır. Ve bunu, bu durumda bir başlangıç torkuna sahip olmamasına ve kendi başına başlayamamasına rağmen yapıyorlar. Bu nedenle çeşitli “hilelere” başvuruyorlar. Örneğin bir motorun rotoru hareket ettirildiğinde dönmeye başladığı bilinmektedir. Bir ED bazen bu şekilde, yani elle veya bir şaftın etrafına sarılmış bir ip yardımıyla fırlatılır. Ne yazık ki, bu yöntem en iyi olmaktan uzaktır: çok tehlikelidir ve bu durumda elektrik motorunun gücü küçüktür, nominal değerden yalnızca% 50 veya daha azdır. Ek olarak, bir elektrik motorunu çalıştırmaya yönelik bu seçenek, güçlü sürücüler için genellikle kabul edilemez.
Tek fazlı bir bağlantıdaki üç fazlı bir motorun kapasitörlerle kullanılması kıyaslanamayacak kadar daha iyidir, çünkü bu, neredeyse birliğe eşit değerler elde edebilen güç faktörünü arttırır. Bununla birlikte, belirli bir ağ voltajındaki başlatma ve çalıştırma kapasitörlerinin kapasitanslarının ve elektrik motorunu açmak için benimsenen devrenin gücüne bağlı olduğu unutulmamalıdır. Kapasitansı arttıkça artar, maliyetinin ve ağırlığının artması nedeniyle kapasitör kullanımının ekonomik açıdan kârsız hale geldiği durumlarda makul bir sınıra ulaşır. Bir kapasitör motorunun maksimum gücünün, plakasında belirtilen 1,5 kW'lık nominal güç olduğu kabul edilir. Stator üzerinde üç sargı bulunan bir kapasitör motorunun şematik diyagramları Şekil 1'de gösterilmektedir. 65. 
Üç fazlı bağlantıda olduğu gibi, stator sargıları bir yıldıza (Şekil 65 a) veya üçgene (Şekil 65 b) bağlanabilir. Şebeke gerilimi, iki fazın başlangıcına karşılık gelen iki motor terminaline beslenir. Bunlardan biri ile üçüncü fazın başlangıcına karşılık gelen çıkış arasında, 1 ve 2 numaralı kapasitörler açılır, ikincisi, elektrik motoru hız kazanır kazanmaz kapatılır ve devrede yalnızca 1 numaralı kapasitör kalır. Bu devrelerde giriş (ağ) terminallerinin oluşumunun üç kombinasyonu mümkündür: C1 - C2; C1 - Kuzeybatı; Kuzeybatı - C2.
Bunlardan birinin diğerine değiştirilmesi rotor dönüşünün değişmesine (geri dönmesine) yol açar.
Anahtarlama devrelerinin diğer iki çeşidinde (Şekil 65 c, d), orijinal motorun üç fazından iki sargı oluşturulur. Bunlardan biri seri bağlı iki fazdan oluşuyor. Diğer sargının devresinde çalışma ve başlatma kapasitörleri bulunmaktadır.
Çalışma kapasitesinin doğru seçimi çok önemlidir. Yük altındaki faz akımlarının ve gerilimlerinin neredeyse nominal hale gelmesi optimal kabul edilir. Bu kapasitans motor gücüyle (nominal akım) orantılı, voltajla ters orantılıdır. 50 Hz'lik bir ağ frekansı için bir kapasitör motorunu açmak için dikkate alınan devrelerle ilgili olarak, çalışma kapasitörünün kapasitansı yaklaşık olarak aşağıdaki ilişkilerle belirlenebilir:
Şekil 2'deki diyagram için 65 a - Ortalama ~ 2800 (J HOM/U); Şekil 2'deki diyagram için 65 b - Ortalama ~ 4800 (Jhom /U); Şekil 2'deki diyagram için 65 v - Ortalama ~ 1600 (JH0M/U); Şekil 2'deki diyagram için 65 g - Cnom ~ 2740 (JHOM/U);
burada J ti - anma akımı, A; U - ağ voltajı, V;
Bilinen bir motor gücüyle, tükettiği akım şu ifadeyle belirlenebilir:
J = P/(1,73 Uncos(p);
burada P motor gücüdür (W); U - ağ voltajı (V); cos f - güç faktörü; c - plakasında belirtilen verimlilik.
Motor sargılarının 220 V'luk bir ağdaki en yaygın üçgen bağlantısıyla, çalışma kapasitansı (mikron cinsinden) aşağıdaki formül kullanılarak bulunabilir:
Av = 66 Rn, burada R elektrik motorunun nominal gücüdür, kW.
Bazen elektrik mühendisliğinde tecrübesi olmayan kişiler için, çalışma kapasitörünün kapasitesini seçerken basitleştirilmiş bir hesaplama yapılması önerilir: her 100 W motor gücü için yaklaşık 7 mikron kapasitör kapasitesi kurun. Böyle bir anımsatıcı kuralla belirli bir varsayıma katılabiliriz.
Başlatma kapasitesi belirlenirken öncelikle gerekli başlatma torkunun yaratılması gerekliliğinden yola çıkılır. Elektrikli sürücünün çalışma koşulları nedeniyle motor yüksüz olarak çalışırsa, bu kapasite genellikle çalışma kapasitesine eşit olarak alınır. Yük altında çalıştırma sırasında genellikle şu ifadeler kullanılarak hesaplanır: Sp « (2...3) Çar; Sp = 132 pH veya deneysel olarak belirlenmiştir.
Kapasitörlerin çalışma voltajına göre seçilmesi daha az önemli değildir ve ikincisi aşağıdaki ilişkiler kullanılarak belirlenebilir:
Şekil 2'deki diyagram için 65 a ve b - UK ~ 1,15 U;
Şekil 2'deki diyagram için 65 V - U" ~ 2,2 U;
K. r
Şekil 2'deki diyagram için 65 g - Birleşik Krallık ~ 1,3 U; burada UK, kapasitörün tasarım voltajıdır.
Nominal AC voltajı, nominal voltaja eşit veya biraz daha yüksekse, doğru seçildiği kabul edilir. Yukarıdaki ilişkilerden, motor devreye göre açıldığında (Şekil 65 c), kapasitörlerin çalışma voltajının diğer devrelere göre neredeyse iki kat daha yüksek olması gerektiği anlaşılmaktadır. Bu özelliğin pratikte dikkate alınması gerekir.
Çalışma ve başlatma kapasitörleri olarak ne tür kapasitörlerin kullanılması önerilir?
Bu tür amaçlar için en sık kağıt ve metal-kağıt kapasitörler kullanılır: KBG - MN; BGT, MBGO, MBGP, MBGCH. MBGC hariç tüm bu kapasitörlerde doğru akım için nominal voltajın belirtildiğini ve güvenilir çalışmaİki veya daha fazla voltaj rezervi seçilerek alternatif akımla elde edilirler. Yalnızca kapasitörler
MBCG'ler alternatif akım devrelerinde çalışacak şekilde tasarlanmıştır. Bu nedenle faz gerilimine en yakın veya ondan büyük gerilime göre seçilirler.
Floresan lambalı ağ armatürlerine yerleştirilen kapasitörler de MBGCh kapasitörlerle birlikte kullanılabilir.
Yukarıdaki kapasitör türlerinin tümü, başlangıç kapasitörleri olarak kullanılır. Çoğu zaman, kapasitansın maliyetini, hacmini ve ağırlığını azaltmak için, alternatif akım devrelerinde çalışmak üzere özel olarak tasarlanmış K5019 tipi veya daha iyisi EP elektrolitik kapasitörler ve aşırı durumlarda KE2N kullanılır; K503 ve nominal voltaj marjına sahip diğerleri. Tüm elektrolitik kapasitörler, 3 saniyeden fazla olmayan bir süre için ağa bağlantıya izin verir. Alternatif akım devrelerinde hızla ısınıp arızalandıkları, hatta patladıkları için işçi olarak kullanılamazlar. Başlatma kapasitörlerinin, şebekeyle bağlantısı kesildikten sonra terminallerinde gerilimi uzun süre koruduğu, dokunulduğunda elektrik çarpması tehlikesi oluşturduğu unutulmamalıdır. Şebekedeki kapasite ve gerilim arttıkça bu tehlike de artar. Motoru onarırken ve hata ayıklarken, her kapatmadan sonra kapasitör boşaltılmalı veya daha iyisi 68-75 kOhm dirençli ve 2 W gücünde bir direnç buna paralel olarak lehimlenmelidir.
Kapasitörlerin kurulumu hakkında birkaç söz. Bunların dielektrik malzemeden yapılmış dayanıklı, toz geçirmez bir kasaya yerleştirilmesi ve polivinil klorür tüplere yerleştirilmiş metal şeritlerle tabana sabitlenmesi tavsiye edilir. Kondansatörler genellikle çıkış yapraklarının deliklerinden geçirilen kalaylı tel ile birbirine bağlanır. Bu durumda makine titreşiminden dolayı lehim bağlantıları zarar görmez. Sonuçlar çok renkli tellerle yapılır.
Elbette bazı okuyucular şu soruyla ilgileniyor: Üç fazlı bir motoru tek fazlı bir ağa bağlamak için düşünülen şemalardan hangisi tercih edilir? Buna cevap vermeden önce şunu belirtelim özellikler bunların her biri.
Yani, Şekil 2'de gösterilen diyagram. Şekil 65a, kapasitör üzerindeki nispeten küçük bir başlangıç torku ve voltajı ile karakterize edilir. Şekil 2'deki devrede düşük bir başlangıç torku da mevcuttur. 65b. Şekil 2'deki devrelerin avantajları 65 v ve d - önemli bir başlangıç torku elde etme ve motor gücünün daha iyi kullanılması yeteneği.
Görünüşe göre her şey basit, beğendiğiniz şemayı seçin. Ancak bunu keyfi olarak yapamayacağınız ortaya çıktı. Bağlantı devresi, şebeke voltajı ve motor voltajı verileri dikkate alınarak belirlenir. Nominal yükteki stator sargılarından herhangi birinin nominal gerilime eşit veya ona yakın bir gerilim altında olması durumunda doğru seçilecektir. Başka bir deyişle, üç fazlı bir motorun tek fazlı bir ağa bağlandığında faz voltajı korunmalıdır.
Birçok üç fazlı elektrik motorunun, örneğin 127/220 V veya 220/380 V gibi iki doğrusal voltaj için tasarlandığı bilinmektedir. Elektrik şebekesinin daha düşük bir voltajında, sargıları bir üçgene ve daha yüksek bir voltaja bağlanır. voltaj - bir yıldızda. Besleme ağının 220 V'luk bir voltajı varsa, 220/380 V'luk bir voltaj için yapılan ED'nin, Şekil 2'deki şemaya göre açıldığı anlaşılmaktadır. 65 inç; bu durumda 127/220 V voltaj için motor, Şekil 2'deki şemaya göre açılabilir. 65 a. Yalnızca 127 V'luk bir ağda, Şekil 2'deki şemaya göre bağlanır. 65b.
Birçok eski motorun terminallerinde altı terminal bulunur. Günümüzde, stator sargılarının bir yıldız veya üçgen ile sıkıca bağlandığı ve terminal bloğuna yalnızca üç terminalin (fazların başlangıcı) bağlandığı elektrik motorları giderek daha fazla bulunmaktadır. İkinci durumda, ED'yi sökebilir, fazlar arası bağlantıların bağlantısını kesebilir ve üç ek sonuç çıkarabilirsiniz. Bazen bunu farklı yaparlar: Üç terminalli 220 V'luk bir voltaj için tasarlanmış bir motor ve bir yıldıza bağlı bir stator sargısı, Şekil 2'deki şemaya göre 220 V'luk bir voltajla tek fazlı bir ağa bağlanır. 65a ve Şekil 65'teki şemaya göre, üçgen şeklinde bağlanmış bir sargıya sahip aynı elektrik motoru. 65b. Üç fazlı bir motoru çalıştırırken, bazı durumlarda başlatma akımının nominal akımı 4-8 kat aştığı göz önüne alındığında
stator sargılarını üçgen devreden yıldız devresine geçirerek bunu azaltır. Bu özel bir anahtar kullanılarak yapılır.
Bir motoru tek fazlı bir ağda çalıştırmanın özelliklerinden biri, hem uzun süreli aşırı yük hem de uzun süreli düşük yük sırasında sargılarının aşırı ısınmasıdır. Bu, ilk durumda başlangıçta hesaplanan çalışma kapasitesinin çok küçük, ikincisinde ise çok büyük olduğu gerçeğiyle açıklanmaktadır. Bu nedenle, motorun optimum çalışmasını sağlayarak bu tür durumlardan kaçınmaya çalışırlar.
Bir kapasitör motorunun performans özelliklerini geliştirmenin bir yolu, otomatik olarak kontrol edilen bir kapasitans kullanmaktır. Ne yazık ki, bu tür cihazlar oldukça karmaşık, pahalı ve bu nedenle günlük yaşamda kullanımı zordur. Bu amaçlar için, geleneksel geçiş anahtarları kullanılarak motora bağlanan birkaç kapasitör bölümünden oluşan bir çalışma kapasitansının kullanılması da haklı değildir: motorda beklenen yükü dikkate alarak bunları zamanında değiştirmeyi unutmayın; sargıların aşırı ısınmasının bir sonucu. Kondansatör motorunu açma devrelerinde geleneksel kontrol ve koruma ekipmanı kullanılır: anahtarlar, düğmeler, röleler, sigortalar vb. Bunun hakkında bir fikir vermek için tipik bir devre şeması sunuyoruz. elektrik şeması 220 V voltajlı, 50 Hz frekanslı tek fazlı alternatif akım ağıyla çalışan, üç fazlı bir elektrik motorunun kullanıldığı bir makine (Şekil 66).
Motor, SB2 (Start) ve SB1 (Stop) düğmelerini kontrol eden KV rölesi kullanılarak çalıştırılır ve durdurulur. Başlarken, KV rölesi açılır ve kendi kendine güç alır, ED'yi kontaklarıyla ağa bağlar ve sıfır koruma sağlar, yani ağda voltaj olmadığında onu kapatır. Motor, başlatma devresini kesen ve KV rölesini kapatan A rölesi tarafından aşırı yükten korunur. Yeniden başlatma ancak A rölesinin termal koruma elemanları orijinal konumlarına döndükten sonra mümkündür.
C1 kondansatörünün A rölesinin kontaklarına bağlanması nedeniyle elektrik motorunun çalıştırma torkunda bir artış meydana gelir. 
C2 çalışmasına paralel. Motor hızlandıktan sonra C1 kondansatörü kapatılır. Kısa devre koruması FU sigortası tarafından sağlanır. Motor, orta konumda elektrik motorunun ağ bağlantısının kesilmesini sağlayan SA anahtarı kullanılarak tersine çevrilir. Yukarıda da anlaşılacağı üzere günlük yaşamda çok çeşitli elektrik motorları kullanılmaktadır. İçlerinde "kaybolmamak", belirli bir elektrikli tahriki dikkate alarak doğru olanı seçebilmek için özel bilgi gereklidir.
Özellikle, sargılarının terminallerinin işaretlenmesine ilişkin bilgi, tüm elektrikli makinelerde daha başarılı bir şekilde gezinmeye yardımcı olur. Örneğin, DC motorlarda, dışarı çıkan sargıların uçları şu harflerle işaretlenmiştir: I - armatür sargısı, K - dengeleme sargısı, D - ek kutuplar, S - seri uyarma, W - paralel uyarma, N - bağımsız uyarma, P - başlangıç, U - dengeleme sargısı. Harf tanımlarına sayılar eklenir: 1 - sarımın başlangıcı, 2 - sonu. Alternatif akım makinelerinin sargıları çoğu durumda stator üzerinde bulunur, dolayısıyla terminalleri C harfiyle gösterilir. Üç fazlı bir sargının 1., 2. ve 3. fazlarının başlangıçları sırasıyla C1, C2, SZ ile işaretlenir, ve açık devrede bu fazların uçları C4, C5, Sb'dir. Çok hızlı asenkron motorların sargılarının faz terminalleri ayrıca ön kısımda sargının kutup sayısını gösteren sayılarla belirtilir, örneğin 4С1, 4С2, 4СЗ.
Tek fazlı asenkron makinelerin stator sargılarının terminalleri C harfiyle, uyarma sargıları ise I harfiyle işaretlenmiştir.
Asenkron tek fazlı motorlar için bu işaret şuna benzer: C1 ana sargının başlangıcı ve B1 yardımcı sargıların başlangıcıdır ve sırasıyla C2 ve B2 uçlarıdır. Terminal işaretleri yanlarındaki terminal bloğuna veya doğrudan çıkış kablolarına uygulanır.
Yer sıkıntısı nedeniyle harf ve rakam markalamanın zor olduğu küçük makinelerde kurşun uçları farklı renklerde yapılmaktadır. Böylece üç fazlı asenkron ED'lerde 1., 2. ve 3. fazın başlangıçları sırasıyla sarı, yeşil ve kırmızı renkte gösterilir. Altı terminalli fazların uçları aynı renklere sahiptir, ancak siyah eklenmiştir. Bir yıldızdaki fazları bağlarken sıfır noktası siyahtır. Delta bağlantılı sargının terminalleri, açık devredeki fazların başlangıcıyla aynı renktedir.
Tek fazlı asenkron makinelerde, sarımların başlangıçları belirtilir: ana sarım kırmızı, yardımcı mavi ve uçları başlangıçlarla aynı renkte ancak siyah ilavesiyle. Üç çıkışta ortak nokta siyah renkle gösterilir.
Doğru ve alternatif akımın küçük komütatör makinelerinde sargıların başlangıçları işaretlenmiştir. aşağıdaki renkler: armatürler - beyaz, paralel uyarım - yeşil. Uçlarında belirtilen renklere siyah eklenir.
Belirli bir makine tahriki için motor seçimine gelince, bu konu ilk bakışta göründüğü kadar basit değildir. İdeal olarak, motor, kendisine verilen gereksinimleri tam anlamıyla her bakımdan karşılamalıdır. Elbette böyle bir ideale ulaşmak neredeyse imkansız ama bunun için çabalamanız gerekiyor. Bunun hakkında konuşmadan önce, biraz daha arka plan bilgisi vereceğiz.
Her ürün gibi ED'nin de belirlenmiş gereksinimlere uygun olarak üretildiği bilinmektedir. Örneğin, birkaç watt'tan yüzlerce kilowatt'a kadar değişen nominal güçleri, seri adı verilen katı bir derecelendirmeye sahiptir. Düşük güçlü elektrikli makinelere yönelik bu seri şuna benzer: 0,06; 0,09; 0,12; 0,18; 0,25; 0,37; 0,55; 0,75; 1.1; 1.5; 2.2; 3,0kW. Ve 50 Hz ağ frekansındaki senkron motor hızları serisi aşağıdaki değerlere sahiptir: 500; 750; 1000; 1500 ve 3000 dk1. Üç fazlı asenkron motorlar şu anda Tabloda yer alan verilere göre anma gerilimleri ve stator sargı bağlantı şemaları ile üretilmektedir. 9.
Motor seçerken öncelikle makine üzerinde gerekli işlemlerin en az elektrik enerjisi harcayarak yapılmasını sağlaması gerektiğine dikkat edilir.
Tablo 9 Bu nedenle, motor veriminin gücüne doğrudan bağlı olduğu bilinmesine rağmen, aşırı güçlü bir elektrik motorunun kullanılması haksız kabul edilir, çalışma sırasında az yüklendiğinden düşük verimle kullanılacaktır. Öte yandan, yetersiz güce sahip bir elektrik motoru yeterli makine performansını sağlayamayacaktır; Ayrıca aşırı yüklenecek ve hızla aşırı ısınacaktır. Bu nedenle, güce göre ED'yi seçerken altın ortalamaya bağlı kalmalı ve değerini mümkün olan en yüksek doğrulukla belirlemelisiniz.
Motorun tasarlanması gereken voltaja gelince, her şeyin açık olduğunu düşünüyorum: koşullarını yerel elektrik şebekesi belirliyor. Tek fazlı bir ağ, kural olarak 220 V'luk bir gerilime ve üç fazlı bir ağ - 220/380 V'ye sahiptir. Bu, motorların buna uygun olması gerektiği anlamına gelir. Bu durumda, hala bulunan 127 V voltajlı tek fazlı elektrik motorları, transformatörler ve ototransformatörler aracılığıyla çalıştırılabilir ve şemalara göre 127/220 V voltajlı üç fazlı elektrik motorları ağa bağlanabilir. daha önce verildi.
Motor rotor hızının bağlı olduğu çalışma gövdesinin hızına mümkün olduğu kadar yakın olması da önemlidir. Bu durumda, genellikle yüksek hızlı ED'ler tercih edilmelidir, çünkü bunlar genellikle en iyi özellikler, daha küçük boyutlar ve ağırlık, daha düşük maliyet.
Birçok ağaç işleme işleminin 3000 dk1 civarında kesici takım dönüş hızlarıyla gerçekleştirildiği göz önüne alındığında, motor rotorunun aynı frekansta dönmesi gerekir. Düşük hızlı ED'ler bu durumda kendilerini haklı çıkarmaz. Gerçek şu ki, düşük hızlarda daire testereler, kesiciler ve planya bıçakları ahşabı zayıf ve düşük verimlilikle kesiyor. Hızlarındaki bir artış, tahrik mekanizmalarında (kasnaklar, kayışlar) böyle bir azalma ile ilişkilidir; burada hızdaki bir kazanç kaçınılmaz olarak yağ kaybına yol açar. Sonuç olarak, motor zayıf çalışıyor ve hafif yükte duruyor. Takım tezgahlarında gerçekleştirilen ana işlemlerle ilgili olarak, çalışma gövdelerinin Tablo'da belirtilen dönüş hızlarını önerebiliriz. 10.
240
Tablo 10 Çeşitli işlemler sırasında çalışma gövdelerinin dönme hızı Motorun önemli bir özelliği, çalıştırma torkudur. Her zaman makine milinin başlangıç momentinden büyük olmalı ve makinenin hızlanma süresi 15-17 saniyeyi geçmemelidir.
Doğal olarak doğru motoru ararken dikkat ederler. tasarım, montaj yöntemi, boyutlar, makine tahrikine yerleştirilme olasılığı vb. Motorlar ayaklı, ayaklı ve flanş muhafazalı veya yalnızca flanşlı olarak mevcuttur. Her durumda, güvenliğin en iyi şekilde nasıl sağlanacağını açıklığa kavuştururlar. Bağlantı güvenilir, yeterince sağlam olmalı ve aynı zamanda EM'nin konumunun ayarlanmasına ve bakım ve onarım sırasında ona serbest erişime izin vermelidir. Seçilen motor, stator sargısının ortam sıcaklığı üzerindeki maksimum sıcaklık artışının belirlenen sınırları aşmaması için gövdesi ısıtılarak kontrol edilir. Aksi takdirde soğutmasını iyileştirmeye çalışırlar, gerekirse ek bir fan kullanın. Çoğu motorun dış yüzey sıcaklığı 65°C'yi geçmemelidir. Pratikte bu, vücuduna uygulanan avuç içi ile belirlenir: El aşırı ısınırsa böyle bir dokunuşa dayanamaz.
Yukarıdakilere dayanarak, Universal1 makinesi için 1,1 kW güçte ve frekansta başlayan kapasitörlü tek fazlı asenkron motor önerebiliriz.
rotor dönüşü 3000 dak1'dir ve üç fazlı bir ağ için - aynı verilere sahip üç fazlı bir motor. Küçük boyutlu masaüstü tasarımlarda, farklı tip ve özelliklerde düşük güçlü motorların kullanılmasına izin verilir.
Makine, satın alınan bir benzinli motor UD2-M-1, üç fazlı bir elektrik motoru (1500 rpm'de 2,2 kW) ve satın alınan bir bağlantı mili kullanıyor.
Piyasada çok çeşitli birleştirme rulosu tasarımları (farklı boyutlarda) mevcut olduğundan, kullanılan rulonun boyutları verilmemiştir. Makineyi oluştururken kullanılan düğümler için de aynı açıklama yapılmalıdır. Mesleği elektrikçi olan yazar, bir tarım kompleksine hizmet veren bir kuruluşta çalışmaktadır. Bu nedenle makinede örneğin elektrik anahtarlarından tutacaklar kullanılmaktadır.
Bu ağaç işleme makinesi ile endüstriyel tasarımlar arasındaki göze çarpan yapısal fark, ana çalışma düzleminin (masa) her zamanki gibi masif bir çelik levhadan (10 mm kalınlığında veya daha fazla) yapılmaması, köşelerden ve metal levhalardan kaynaklanmış prefabrik bir yapı olmasıdır. (nispeten ince) kaplamalar.
Düzenin ana fikri, ana bileşenleri makine üzerinde çalışmanın güvenli ve rahat olmasını sağlayacak şekilde yerleştirmekti. Örneğin “güvenlik çubukları” dönen makine parçalarını tezgahtan düşen iş parçalarından korur. Ve kayış tahriki gövdenin içinde gizlidir.
Makinenin genel boyutları aşağıdakilere bağlıdır: - satın alınan şaft ve motorların boyutu. Makinenin tasarımının temeli (Şekil 1), 50x50 mm köşelerden kaynaklanmış bir çerçevedir. Gaz motorunun sökülmesini kolaylaştırmak için çerçevenin sol kısmı çıkarılabilir hale getirilmiş ve M10 cıvatalarla sabitlenmiştir.
Pirinç. 1 adet elektrik ve benzin motorlu üniversal ağaç işleme makinesi
Kayış tahriki (Şekil 2), elektrikli tahrik ve benzinli motorla çalışmayı sağlar. Gergi, farklı uzunluklardaki kayışların kullanılmasına olanak sağlar: 1000'den 1400 mm'ye kadar.

Pirinç. 2. Elektrikli ve benzinli motorların vites değiştirmesi için kayış aktarım şeması.
Bir makinede çalışırken ana iş akışı planyalamadır (birleştirme). Makinenin ilgili kısmının tasarımı Şekil 2'de gösterilmektedir. 3. Burada UBDN-1 makinesinin modernizasyonu sırasında uygulanan fikri için P. Kostitsyn'e (Sam dergisi No. 2, 1995) teşekkür etmeliyim.
Pirinç. 3 Planya (birleştirme) makinesinin tasarımı
Yazar, daire testere üzerinde çalışırken, özellikle bıçak metal parçalara çarptığında testere bıçağının fırlama tehlikesinin büyük olduğunu fark etti. Bu nedenle, makinenin tasarımında pencerenin (dairesel disk için oluk) kontrplak kaplamalarla kaplanmasına özellikle dikkat edilir (Şekil 4).

Pirinç. 4. Testere (dairesel) tablanın tasarımı.
Dört ayaklı sehpa üzerine bir masanın montajı, bacakların teleskopik bağlantılarını içerir. Ancak makinenin çalışması sırasındaki titreşimlerin vidalı kelepçeleri yeterince güvenilir hale getirmediğini aklımızda tutmalıyız. Bu nedenle bu cihazın kilitleme pimleriyle desteklenmesi gerekliydi.
Cetvelin yer değiştirmesini ayarlama imkanı, 016 mm çubuklardan yapılmış, kendisine kaynaklanmış kılavuzlar ile sağlanır.
Frezelemeyi kolaylaştırmak için, iş parçasını kesiciye manuel olarak beslemenin zor olduğu bir baskı silindiri sağlanmıştır.
Delme ve frezeleme cihazı (Şekil 5), iş parçalarının sabitlenmesini ve alete göre hareket etmesini sağlar. Bununla birlikte, tüm düzenek çalıştırılırken, parçaların ortak bir kelepçeyle sıkma kuvveti, bunların enine kızak boyunca hareket etmesini zorlaştırır. Görünüşe göre iş parçalarını doğrudan masaya monte etmek daha iyi. Doğal olarak parçalar masa üzerinde işlenmediğinde kelepçenin çıkarılmaması gerekir. Tezgahı donatırken de aynı şeyi aklınızda bulundurun: Küçük parçalar işlenirken kullanılan durdurucu, büyük bir parça işlenirken çıkarılır.
Makine Riga mopedinden bir gaz deposu kullandı. Ancak içindeki benzin rezervi (8 litre) yeterli değildir. Makinenin yanına yerleştirerek daha büyük bir tank kullanmak daha iyidir. Benzinli motordan susturucuya kadar olan egzoz borularının modifikasyonuna dikkatinizi çekmek isterim. Sıcak susturucuyu makine parçalarından uzaklaştırmak için, bükülmüş adaptörler kullanarak 01" boru parçalarından bir uzatma yapmak zorunda kaldım.
Metal profil parçalarını hazırlarken demir testeresi kullandım: bu temiz bir kesim sağlar.
İmalattan sonra düğüm noktaları boyanmalıdır. Şunu göz ardı etmemek gerekir: Boya sadece korozyona karşı koruma sağlamakla ve makineye zarif bir görünüm kazandırmakla kalmaz, aynı zamanda makinenin sesini de önemli ölçüde azaltır.
Şimdi makinedeki çalıştırma prosedürü hakkında. Her şeyden önce, kayış tahriki seçilen tahrik tipine şarj edilir: bir elektrik motorundan veya bir benzinli motordan. Elektrik motoru, tek fazlı bir ağda çalışmak üzere bir delta devresine bağlanır. Bu nedenle kapasitörler üzerinden çalıştırılır. Çalıştırırken yükün kaldırılması gerekir. Bunun için gergi gevşetilir (kayış gerginliği azaltılır), böylece kayıştaki tahrik kasnağı kayar. Biraz gevşettikten sonra kayışı sıkmak için bir mandal kullanın. Çalışma mili yavaş yavaş gevşer. Benzinli motor da kademeli yüklemeyle çalıştırılır.
Çeyreklerin seçilmesi için (örneğin dekoratif şeritlerin imalatında) İşleri bitirmek) kesiciler küçük yükseklik kesme dişleri - 5 mm'ye kadar. Kesicinin dönüş hızı yaklaşık 3000 rpm'dir. Bu işi gerçekleştirmek için önce testere masasına ek bir cetvel takın. Masanın keyfi olarak alçaltılmasını önlemek için durdurucular kılavuz direklerden çıkarılır. Daha sonra metal tablaların testere tablası çerçevesine göre konumunu sabitleyen sıkma somunlarını gevşetin. Artık bu tablalar kesicinin yaklaşık yarıçapına kadar hareket ettirilebilir (kesici ve şaft en üst konumda olacak şekilde). Daha sonra, çubuk döndürülebilene kadar (sıkıca) kaldırma çubuğunun kelepçeleme cihazını gevşetin. Bu, masa direklerini sabitleyen vidaların sökülmesini mümkün kılar (bu durumda asansörün kaldırma pimleri direklerin altına yerleştirilmelidir). Her iki metal tablanın çalışma yüzeyleri aynı düzleme getirilir ve kesici gerekli yüksekliğe ayarlanana kadar tabla kademeli olarak indirilir. Bu formda kaldırma çubuğunu sabitleyin ve kanatları sıkıştırın. Bu, tablonun kurulumunu tamamlar. Geriye kalan tek şey kayar tablaları istenilen pozisyonda sabitlemektir (en uygun pozisyon, şaftın kesicilerle döndürülmesiyle bulunur).
Çeyrek seçmek için ayrıca küçük çaplı bir daire testere takabilir ve durdurucuları çıkarmadan veya metal masaların bağlantılarına dokunmadan, testere bıçağının gerekli kesme derinliğini sağlaması için masanın yüksekliğini ayarlamak için bir asansör kullanabilirsiniz. . Bu pozisyonda masa kuzularla sabitlenir. Bu durumda küçük cetvele gerek kalmaz ve çıkarılır.
Delme ve frezeleme uç işleri için bir üniteye duyulan ihtiyaç, ahşaptan yapılmış yapı parçalarının işlenmesini makineleştirme ihtiyacı nedeniyle ortaya çıktı. Şaftın sonunda Mors konikliği için (matkap takmak için) bir yuva açmak zorunda kaldık.
İş parçasının sabitleme cihazını uygulamanın iki yolu vardır. İlki genel olarak kabul edilir. Bu bir yaratımdır basit masa iş parçasının takıma manuel olarak beslendiği sistemdir. Bu durumda, yalnızca masa yüksekliğini kurmanız (ayarlamanız) gerekir. İkinci yön, mekanik beslemeli bir koordinat cihazıdır. Tarif edilen makinede benim tarafımdan yapıldı.