Sizin de güzel bıçaklara karşı bir tutkunuz var mı? Parıltılı ve diğer süslemelerle bıçak saplarını kendiniz yapmayı öğrenmek ister misiniz? Dükkanda el yapımı büyük miktarda paraya mal olacak, küçük bir liste kullanmanızı öneririz bütçe malzemeleri ve her şeyi kendin yap. Herhangi bir şekli, rengi, boyutu seçebilirsiniz. Süslü saplı bir bıçak olacak harika bir hediye keskin uçlu silahların uzmanı.
Bıçaklı silahlar için nasıl plastik yapılacağını öğrenmek üzere videoyu izleyin
Plastik yapmak için şunlara ihtiyacımız var:
- epoksi reçinesi;
- parıltı (şişelerden veya torbalardan satın alınabilir);
- kutu yapacağımız küçük bir karton parçası;
- İskoç;
- inşaat ağı;


Öncelikle bir karton parçasından kutu yapmaya başlıyoruz. Bir parça plastik için bir kutuya ihtiyacımız olacak. İstediğiniz boyutta yapabilirsiniz.
Kutunun kenarlarını yapıştırmadan önce içinin tamamını bantla kapatmanız gerekir.
Sonrasında iç taraf bantla kapatılacak, tüm kenarları toplayıp birbirine yapıştırmamız gerekiyor. Aynı bantla yapıştırılabilir veya tutkal tabancası, kimin için daha uygun olacak.


Sonra boşanıyoruz epoksi reçine, kutumuzu dolduracak kadar ihtiyacımız olduğu kadar sıkın. Homojen olması ve tamamen karışması için ayrı bir kapta seyreltilmesi gerekir.
İstediğiniz renk ve dokuya göre reçine kutusunun yarısını veya yarısından biraz fazlasını doldurup içine sim serpiyorsunuz.


Plastik sert ve güçlendirilmişse özel bir malzeme kullanırız. inşaat ağı. Renk için parıltı ve boya eklendiğinde onu reçinenin yüzeyine yerleştiririz. Daha sonra tekrar reçine ile doldurup ağı tekrar takıyoruz. Tasarımımız güçlendirilmiş bir sandviçe benzeyecek.
Şimdi biraz paketleme hakkında. Bantla kapatmadığınız bir kalıba dökerseniz, reçine sertleştiğinde onu plastikten çekemezsiniz. Kutu bantla kapatıldığında her şey kolayca çıkacaktır.
Bu makale, kullanılmış ürünleri geri dönüştürmenin ve yeniden kullanmanın birçok yolundan birini vurgulayacaktır. plastik şişeler. Çok sayıda plastik şişe biriktirdiyseniz, bunları atmak yerine kolayca güzel kulplar yapabilirsiniz. mutfak aletleri veya başka bir araç. Yani kirletmek yerine çevre, pratik olarak çöplerden faydalı şeyler yaratın.
Malzemeler ve araçlar:
- plastik şişeler
-karıştırıcı
-mini fırın
-Keskin bıçak
-parşömen kağıdı
-eldivenler
- 12000'e kadar taneli zımpara kağıdı
-MicroMesh pedleri
-torna
-dairesel makine
- iplikli kaşık
- inşaat saç kurutma makinesi
Plastik şişelerden kulp yapımının ayrıntılı açıklaması.
Birinci Adım: Polietilen yüksek yoğunluk meraklılar için



Her birinde plastik saklama kutusu numara belirtilmeli ve harf tanımışu veya bu ürünün yapıldığı plastik tipini işaretlemek. İÇİNDE bu durumda Kalemlerin yapımında kullanılan şişelerin üzerinde 2 numaralı HDPE (LDPE) işareti bulunuyordu. Bu, bu tür plastiğin şu durumlarda bile tutuşabileceği anlamına gelir: Yüksek sıcaklık vücuda zararlı dumanlar yayar. Bu nedenle bu tür malzemelerin ısıl işlemine ilişkin tüm çalışmalar, davlumbaz bulunan, havalandırması olan ve iyi havalandırılan odalarda yapılmalıdır.
Kulp yapmak için önce plastiği parçalara ayırmanız gerekir. Bunu yapmak için önce keskin bir bıçak kullanmak ve ardından kesilen plastiği bir karıştırıcıya koyarak plastiği daha da küçük parçalara ayırmak en iyisidir. Daha sonra elde edilen plastik yulaf lapası önceden 165°C'ye ısıtılan fırına konulmalıdır. Bu sıcaklıkta tüm plastik kütlesinin şeffaf bir duruma geldiğinden emin olmanız gerekir.
İkinci Adım: Renk Çeşitlemeleri Ekleme




Plastiğin erimesi için geçen süre ayrı ayrı seçilir ve büyük ölçüde erimenin gerçekleşeceği kabın hacmine ve şekline bağlıdır. Eritme kabını bozmamak ve daha sonra erimiş plastiğin ayrılmasıyla ilgili sorunları önlemek için yazar, HDPE plastiğe yapışmayan parşömen kağıdı olduğundan dış kabuk olarak parşömen kağıdı kullanmıştır!
İlk partide kullanılan plastik miktarı, eskiden süt içeren 8-9 plastik şişeye eşdeğerdi. Bu plastikten yapılacak sapı daha parlak ve görünüş olarak daha ilginç hale getirmek için, hardal ve diğer teneke kutulardan birkaç renkli kapak toplam kütleye kesilerek eklenmiştir. Sonuç olarak bu şekilde elde edilen iş parçası keskin kenarlara sahip olacaktır; çalışırken bunu hatırlamak ve eldiven giymek önemlidir.
Renkli parçaları ekledikten sonra plastik karışımı bir saat daha fırına koyun. Herhangi bir sorun çıkmaması için plastiğin erimesini her 30 dakikada bir izlemek en iyisidir.
Eritme işlemi sırasında yazar mevcut iş parçasını birkaç kez bükmeye karar verdi. Bu tür plastik ısıtıldığında kıvam olarak yumuşak bir şekeri andırır, bu nedenle onu bükmek veya ezmek oldukça kolaydır. Bu tür bir manipülasyon, gelecekteki tutamağa spiral bir desen verecektir. Büküm sırasında plastiğin oldukça sıcak olması gerektiğinden bu çalışmanın da kesinlikle eldivenle yapılması gerekir.
Fırının dışında plastik oldukça hızlı soğur ve sertleşir, bu nedenle yoğurulduktan sonra iş parçası fırına geri gönderilir.
Üçüncü Adım: İş Parçası için Kalıp Oluşturma


Plastik erirken yazar, plastik iş parçasının tamamen soğuyacağı kontrplaktan bir kalıp yaptı.
Kalıp boyutları şu şekilde seçilmiştir: yükseklik 50 mm, genişlik 50 mm, uzunluk 150 mm. Boyutlar şunlara göre seçildi: gerekli parametreler torna tezgahında daha rahat işlenmesi için bir iş parçasının elde edilmesi. Plastiği soğumak üzere kalıba dökerken hava boşluklarının oluşmaması gerekir, bunun için maksimum çekme kuvveti uygulamanız gerekir.
İş parçası yaklaşık 12 saat soğur, yani 12 saat içinde kalıbın içindeki plastik tamamen soğur, tüm bu süre boyunca kelepçelerle sıkılmış formda kalması gerekir. Bu, sonunda torna tezgahında daha sonraki işlemler için iyi kalitede bir iş parçası elde etmenin tek yoludur.
Ertesi gün dinlendikten sonra ahşap kalıp yazar ortaya çıkan plastik boşluğu çıkardı. Normal sap yapımına uygun 3x5x15 cm boyutunda olduğu ortaya çıktı.
Dördüncü Adım: Torna Tornalama ve Kaba İşleme







Torna tezgahında bir iş parçasını kullanmak daha uygun olacağından eşit taraflar sonra yazar bunu kesmeye karar verdi kare şekli. İş parçasının şeklini düzeltmek için daire testere kullanıldı. Bundan sonra iş parçası aynaya sabitlendi torna ve daha sonra silindirik bir şekle öğütülür.
Taşlamanın ardından iş parçasının içinde birkaç küçük boşluk keşfedildi. Bu oyukların saç kurutma makinesi ve plastik talaşı kullanılarak düzeltilmesi oldukça kolaydır. Talaşlar fırında bir parşömen kağıdı üzerinde 165 derecede birkaç dakika ısıtılmalıdır. Daha sonra bir ısı tabancası iş parçasının sorunlu alanını ısıtır ve boşluklar fırında ısıtılan plastikle doldurulur.
En iyi sonuçları elde etmek için iş parçasını eşit şekilde ısıtın ve plastik talaşlarını iş parçasının boşluklarına daha derin bastırmak için bir spatula kullanın. Tüm boşlukları talaşla doldurup iş parçasını birkaç saat daha soğumaya bırakarak, sap için boşluklardan yoksun mükemmel bir iş parçası elde edeceksiniz.
Beşinci Adım: Makinenin bitirilmesi ve zımparalanması


İş parçasının tamamen soğuması için gereken süreyi bekledikten sonra sonraki işlemlere başlayabilirsiniz. Sapın çizilmesini önlemek için iş parçasına düzgün bir şekil vermeniz gerekir. Bunun için yazar ıslak kullanmaya karar verdi. zımpara kağıdı. Yazara göre HDPE plastiğin işlenmesi, akrilik parçaların işlenmesinden pek farklı değildir. İşleme için, MicroMesh pedlerin yanı sıra 12000'e kadar tane büyüklüğüne sahip zımpara kağıdı kullanıldı. HDPE oldukça kaygan olduğundan bu kumlu zımpara kağıdı en uygun ve kullanışlı olacaktır.
Altıncı Adım: Aletin veya Aksesuarın Tutkal Kullanmadan Takılması

Bıçaklar için kulplar yapmak.
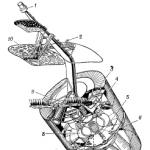
Bıçak bıçakları hem eski hem de (hangisi daha iyi) yeni uygundur. Tekrar ediyorum, yeni bıçaklar yapmak tercih edilir, çünkü bıçağın sap için ayrılan kısmı ikincisinin tasarımı için kolayca "programlanabilmektedir". Ve eski bir bıçağı "modernize ederken", eskisi yerine yeni bir sapı uyarlamanız gerekir ki bu her zaman uygun değildir. İncirde. Şekil 25, kaplama plakalarından bir sap oluşturmanın içerdiği üç işlemi göstermektedir. Açıktır ki, önce sapın altına dikdörtgen uçlu bir bıçak yaparlar. Bu durumda, sapı bir yüksük ile süslemek mantıklıdır; bunun için bir tüp seçmeye çalışmak en iyisidir. paslanmaz çelikten tercihen ince duvarlı. Halka kolayca oval, dikdörtgen, daire veya çokyüzlü şeklinde şekillendirilebilir. En kötü ihtimalle gümüş ve altın işe yarar evlilik yüzükleri, eğer aşk sona erdiyse ve evlilik dağıldıysa. İyiliğin boşa gitmesine izin verme! 🙂
Parlattıktan sonra, bıçağın ucuna, tabii ki sap için tasarlanmış bir halka yerleştirilir. Halka ve işleme için bir pay bırakılarak iki iç kaplama plakası kesilir. Her iki plakanın üst uçları halkaya sıkıca oturacak ve sınırlarının 2...3 mm dışına taşacak şekilde ayarlanmıştır. Daha sonra, elde edilen düzenek bir mengeneye sıkıştırılır ve perçinler için üç delik açılır, havşa perçinler için deliklerin kenarları havşalanır. Perçinler takıldıktan sonra çıkıntılı kısımları plakalarla aynı hizada taşlanır. Üst kaplamalar da aynı şekilde yapılmış olup, perçinlerin bu plakalardan görünmemesi için kalın koyu renkli pleksiglas seçilmiştir. Dış astarlar iç kısımlara yapıştırılır ve kelepçelerle veya mengene ile sıkıştırılarak iki gün boyunca bu şekilde bırakılır. Sapı monte ettikten sonra, örneğin yanlarda boşluklar kalabilir; bu, sap için bıçağın kısmının boyutları ise gözlenir. daha küçük boyutlar tanıtıcının kendisi (genellikle olan budur). Bu çatlakları kapatmak için pleksiglas plakalar seçilir (kalınlıkları kanvasın kalınlığına eşittir) ve bu çatlaklara yapıştırılır. Sapın dış plakasında, taslağı son haliyle çizilir (Şekil 25, b), ardından kontur boyunca tüm fazlalıklar bir zımpara çarkı, demir testeresi veya eğe ile yapıştırma tertibatından çıkarılır. sap taşlanmış ve cilalanmıştır. İncirde. 25, c bitmiş sapı gösterir.
Mutfak pireleri genellikle bit pazarlarında bulunur. ev yapımı bıçaklar kulplu (plastikten yapılmış), gökkuşağının tüm renkleriyle parıldayan. Bu renk oyunu staniol şeker ambalajları kullanılarak elde ediliyor. Bu ambalaj ilk önce her yöne ışık ışınları gönderen mikro kenarlı birçok kıvrım oluşturmak için buruşturulur. Daha sonra ambalaj düzleştirilir (bükülmeler tamamen ortadan kalkana kadar değil) ve bıçak ile şeffaf pleksiglas kaplamalar (Şek. 26) arasına yerleştirilir, ardından kaplamalar perçinlerle bıçak bıçağına bağlanır. Renk tonlarının yanardöner olması için renkli desenlere sahip staniol ambalajlar seçilir. Tek renkli "gümüş" (veya "altın") staniolden yapılmış kulplar da oldukça etkileyici görünüyor.

Çok renkli pleksiglas plaka parçalarından oluşan dizgi kulpları kendi açılarından ilgi çekicidir (Şek. 27). Böyle bir sapı, herhangi bir şekle sahip saplı bir bıçakla (sapın tutturulduğu bıçağın bir kısmı) yapabilirsiniz. Ancak kakma sapın sapı kısaysa ve bazen bu şekilde tasarlanmışsa, bu kadar kısa bir sapa 4...6 mm çapında bir çelik çubuk kaynak yapılır veya perçinlenir. Plakaların çubuğa daha rahat sabitlenmesi için çubuğun ucunda 10...15 mm uzunluğunda bir diş kesilir. Herhangi bir pleksiglas kırıntısı, boyutlarına "uyduğu" sürece dizgi plakaları olarak uygun olacaktır. Son ikisi hariç tüm plakalarda çubuk için delikler açılır ve sapa sığacak üst plakalarda iğne eğeleri veya matkap kesiciler kullanılarak sap için daha fazla delik geliştirilir. Sondan bir önceki iki plaka, bunları çubuğa vidalamak için dişlidir. Plakalar tutkalla yağlanır, bir çubuğa vidalanır ve dişli plakaların çubuğa vidalanmasıyla sıkıştırılır (sıkıştırılır). En alttaki plaka (deliği yoktur) bir hafta sonra yapıştırılır. Daha sonra sap, zımpara taşı kullanılarak işlenir, zımpara kağıdı ve sıradan pencere camı parçalarıyla zımparalanır ve cilalanır.

Delikli plakalar yaparken, duvarların şeffaf pleksiglas olduğu akılda tutulmalıdır. delinmiş delikÜrüne güzellik katmayan sütlü bir renk elde edin, çünkü ürün cilalandıktan sonra şeffaf pleksiglas sayesinde deliklerin duvarları görünmeye başlar. Bu nedenle deliğin sıcak çubukla içeriden ütülenmesi tavsiye edilir; bunun sonucunda duvarların sütlü mat rengi kaybolacak ve hatta delik sapı süsleyen bir unsura dönüşecektir. Ayrıca bağlantı izlerini (perçinler, dişler) maskelemek için üst ve alt kakma plakaların pleksiglastan kalın veya donuk koyu renkte yapılmasını tavsiye ederim. Bu arada şeffaf pleksiglastan yapılmış bir kalem, ışık oyunuyla değerli minerallerden yapılmış bir ürün yanılsaması yaratıyor.
Ancak baş üstü kulplar için (bkz. Şekil 25), pleksiglas katmanları arasında yumuşak, bulanık geçişler yaratan, mat renkli pleksiglas tercih edilir, bu da kulplara mermer, granit, porselen veya boynuzdan yapılmış bir ürünün görünümünü verir.
Eğik olarak düzenlenmiş plakalardan oluşan dizgi sapı daha zarif görünüyor. Burada ilk önce plakaların Şekil 2'de gösterildiği gibi birbirine göre kaydırılarak yapıştırılmasıyla bir sap oluşturulur. 28. Yapıştırılmış sap boşluğu yaklaşık bir ay süreyle bir kenara bırakılmalı ve ancak bu sürenin ardından işleme başlanmalıdır. Öncelikle iş parçasının üst kısmını bıçağın uzunlamasına eksenine dik olan “K-L” düzlemi boyunca kesiyoruz. Daha sonra iş parçasının üstünde bir çıkıntı yapılır - halka için bir yuva. Şimdi geriye kalan tek şey saptaki bıçak sapını güçlendirmek. Sap yeterince kısaysa, ısıtılır ve iş parçasına bastırılır; bunun için genellikle ikincisinde karşılık gelen bir delik oluşturulur. Veya daha büyük bir delik açarak içine bir sap yerleştirin ve deliği epoksi reçineyle doldurun.

Sapın üst kısmını boş pleksiglas plakalardan oluşturduysanız ancak sap bağlantısının izi görünmüyorsa, neden dış görünüş sadece kazanacaktır.
Uzun bir sap için sapta yuvarlak veya yarık benzeri bir delik açmanız gerekecektir. İkincisi için, önce gerekli derinlikte bir delik açılır ve buna bir sıcak çubuk veya plaka kullanılarak uygun şekil verilir. Daha sonra çıkıntının üzerine bir halka yerleştirilir, iş parçasının üzerine sapın taslağı çizilir ve fazlalıklar zımpara kağıdı kullanılarak giderilir. Taşlama ve cilalama işleminden sonra boşluğa epoksi reçine dökülür, sap yerleştirilir, açıkta kalan tutkal çıkarılır ve bıçak 5...6 saat (reçine sertleşene kadar) dikey pozisyonda bırakılır.
Bıçak yapmak için malzeme satın alabilirsiniz
Yöneticiden: Maalesef yazarlığını hiçbir zaman tespit edemedim bu malzemenin. Bunun Sovyet döneminden kalma bir kitabın taraması olduğu varsayımı var.
Merhaba beyin yıkama! Çok sayıda plastik şişe biriktirdiyseniz, bunları aslında bir mutfak eşyası veya başka bir alet için tutacak yapmak için kullanabilirsiniz. Yaratmak güzel bir duygu kendi ellerinle pratik olarak çöpten faydalı bir şey!
Adım 1: Meraklısı HDPE



Üzerinde 2 rakamı veya HDPE harfleri bulunan geri dönüşüm sembolü, güvenli olmayan plastik anlamına gelir! Yüksek sıcaklıklarda tutuşabilir ve zararlı dumanlar çıkarabilir. Bu nedenle bu malzemeyi işlerken iyi havalandırılmış bir alanda çalışmak gerekir.
Bu proje için bir blender ve mini fırın kullandım. Kullanarak Keskin bıçak plastiği küçük parçalara ayırmanız gerekir. Daha sonra fırını 165°C'ye (325°F) ısıtın ve plastiği berraklaşana kadar eritin.
2. Adım: Renk Çeşitlerini Ekleyin




Erime süresi eritme kabının hacmine ve şekline bağlıdır. HDPE plastiğe yapışmayacağından astar (dış kabuk) için parşömen kağıdı kullanmanızı öneririm! Plastik miktarı 8-9 adet plastik süt şişesine eşdeğerdir. Daha sonra bazı renkli kaplar ekledim. Kutu kapakları, hardal şişeleri veya diğer renkli plastik parçalar burada işe yarayacaktır. Ortaya çıkan iş parçasının pürüzlü, keskin kenarları olacaktır.
Eritme işlemi sırasında spiral desenli bir boşluk yapma fikrim vardı. Bu yüzden sıcak malzemeyi birkaç kez bükmek ve kırıştırmak için iş eldivenleri kullandım. Dikkat olmak!
Bir süre sonra plastik soğumaya ve sertleşmeye başlar. Bu nedenle yoğurduktan sonra iş parçasını ısınması için tekrar fırına gönderdim. Bu tür plastiklerin eritildiğinde “yumuşak şekere” benzediğini lütfen unutmayın.
Adım 3: İş parçası için bir kalıp oluşturun



Daha sonra plastik kontrplaktan yapılmış bir kalıba yerleştirilmelidir.
Kalıp boşluğunun derinliği 5x5x15 cm'dir. Tornada işlenecek iş parçasını bu şekilde elde ederiz. MAKSİMUM ÇEKME KUVVETİNİ UYGULAMANIZ GEREKİR boşlukları ve hava boşluklarını önlemek için! Plastiğin tamamen soğuması ve sertleşmesi için iş parçasını 12 saat boyunca kelepçeyle sıkıştırılmış halde bırakın.
Ertesi gün ahşap kalıbı açtım ve ortaya çıkan iş parçasını değerlendirdim. Sonunda 3x5x15 cm ölçülerinde bir boşluk aldım ki bu bir sap yapmak için oldukça yeterli.
Adım 4: Torna tornalama ve kaba işleme






Açık Dairesel testereİş parçasını kenar genişliği 3 cm olan kare şeklinde kestim ve ardından torna aynasına sabitleyerek silindir şekline getirdim.
Taşlama işlemi sırasında iş parçasının içinde yamalarla kapatılması gereken boşluklar keşfettim!
Sorunlu bölgeyi ısıttım inşaat saç kurutma makinesi ve döndürme işleminden kalan plastik talaşlarını kullandım (bunları bir parça parşömen kağıdı üzerinde 325°F (165°C) fırında birkaç dakika önceden ısıttım).
İş parçasını bir saç kurutma makinesiyle eşit şekilde ısıtın ve talaşları boşluklara bastırmak için bir spatula kullanın. Kısa bir süre sonra yamaları olan mükemmel bir iş parçası elde edeceksiniz.
Adım 5: Makinenin bitirilmesi ve zımparalanması


İş parçası soğuyana kadar bir süre bekleyin. Daha sonra pürüzsüz bir şekil oluşturabilirsiniz.
Yüzeyi ıslak zımpara kağıdı ile işleyin. HDPE plastik, makinede herhangi bir akrilik boşlukla aynı şekilde işlenir. Bitirmek için 12000 kuma kadar zımpara kağıdı ve MicroMesh pedler kullandım. HDPE plastik çok kaygandır ve bunun gibi zımpara kağıtları ile işlenmesi kolaydır.
Adım 6: Tutkal Kullanmadan Bir Alet veya Aksesuarın Takılması



Bu malzemenin sorunu tutkalla "dost" olmamasıdır. Bu yüzden mekanik bir bağlantı oluşturma fikri aklıma geldi.
Ortaya çıkan dondurma kepçesinin sapını kullanmaya karar verdim. Başlangıç olarak iş parçasına 8 mm çapında bir delik açtım.
Dikkat olmak! Kaşık ısıtılırken çok ısındığında koruyucu eldiven giyin.
Adım 7: Son Aşama




Kolu vidaladıktan sonra mutfak eşyaları iplerle makineden çıkarıp elle zımparaladım.
Sonuçtan memnun kaldım çünkü ürünü çöpe atılacak şişelerden yaptım.