Iga omanik püüab oma kodu ehitamisel kasutada ainult looduslikke materjale, mis on keskkonnasõbralikud. Klientide nõudluse rahuldamine, kaasaegsed tootjad pakkuda arendajatele kõrgtehnoloogilisi ajaproovitud ehitusmaterjale, mille hulka kuulub klinker, mida Euroopa arhitektid on kasutanud ligi 200 aastat.
Kus ja millal klinker tekkis?
Esimesena kasutasid sellist materjali teede ehitamisel hollandlased. Sellel maal on väga kasinad kivivarud. See sundis hollandlasi otsima ehitusmaterjalide tootmiseks tehnoloogiat, mis ei jääks omadustelt alla looduslik kivi. Nii tekkis klinker - keskkonnasõbralik ja tõeliselt ainulaadne materjal.
Kuigi selle leiutamisest on möödas peaaegu kaks sajandit, kasutatakse hollandlaste avastatud tehnoloogiat ehituses siiani. Ja klinkrit kasutatakse edukalt sise- ja välisviimistlus erineva otstarbega hooned.
Kuidas klinkerplaate tehakse
See ehitusmaterjal on valmistatud kihilisest savist, mida Euroopas leidub üsna palju. Vanasti moodustati klinkri tootmiseks sellest tellised, mida seejärel küpsetati kõrge temperatuur spetsiaalsetes ahjudes. Põletamise tulemusena omandas materjal ainulaadse tugevuse.
Kaasaegne klinkerplaatide tootmise tehnoloogia põhineb ka savi tooraine ühekordsel kuumtöötlusel. Viimane saadakse pressimise või ekstrusiooni (ekstrusiooni) teel.
Moodustunud toorikud asetatakse põletamiseks tunnelahju. Sellise ahju keskel on lahtise tule allikas, mis tagab umbes 1360 °C temperatuuri. Klinkritoorikud põletatakse 36-48 tunni jooksul. Võrdluseks - normaalne keraamiline plaat läbib ainult kaks tundi kuumtöötlust.
Et anda klinkrile eriomadused, viiakse toorikud järk-järgult kuumutamiseks aeglaselt soojusallikasse. Pärast maksimumtemperatuuri ületamist liigutatakse toodet ka aeglaselt eemale, et tagada sujuv jahutamine.
Savi on väga plastiline materjal, mis võimaldab toota klinkertooteid erinevaid kujundeid ja kohtumised.
Mis on klinkerplaadid?
See ehitusmaterjal võib olla glasuuritud või glasuurimata, mustriga või ilma. Nende otstarbe järgi eristatakse klinkrit välise ja sisekujundus. Samuti on tehnilisi analooge, mis on mõeldud teede sillutamiseks, põrandate ja voodriseinte korrastamiseks avalikes ja tööstushoonetes.
Klinkerplaatide valmistamisel kasutame Uusimad tehnoloogiad, mis võimaldavad toota glasuurimata ja glasuuritud tooteid erinevaid värve ilma kunstlikke värve kasutusele võtmata. Veelgi enam, sellised ehitusmaterjalid ei tuhmu ja on võimelised pikki aastaid säilitada savi loomulik toon. Valmis klinkertooted on kulumiskindlad ja läikiva poorideta pinnaga.
Kas soovite ehitada kestma? Kasutage klinkrit
Kasutatakse glasuurimata klinkertooteid välisviimistlus, basseinide vooderdamine, platvormide, kõnniteede, treppide, puhkealade põrandate jms paigutamisel. See materjal ei moodusta õisikuid, ei libise ja seda iseloomustab madal niiskuseimavus. Vastupidavus atmosfääri teguritele ja külmakindlus võimaldavad kasutada klinkerplaate soklite, fassaadide ja muude sarnaste objektide kujundamisel.
Selle ehitusmaterjaliga hoone viimistlemine ei anna sellele mitte ainult elegantset välimust, vaid võimaldab ka palju raha säästa. Erinevalt teistest voodritüüpidest ei vaja klinker pikka aega remonti.
Praegu kasutatakse siseviimistluses sageli mosaiike, keraamilisi plaate ja muud. kaasaegsed materjalid. Kuid neid ei saa klinkriga võrrelda ei tugevuse ega sisemuse poolest dekoratiivsed omadused. Just klinkertooted võimaldavad teil realiseerida kõige loomingulisema disaini ideid vannide, saunade, köökide ja muude ruumide projekteerimiseks.
EKSTRUSSEERITUD KLINKERKERAAMILISED PLAATID (klinker -?).
Viimasel ajal on Moskvas keraamiliste plaatide müügil välja kujunenud tava kasutada sünonüümidena termineid klinker, klinkerplaadid, ekstrusioonplaadid jne. Selline mõistekasutus on õigustatud ainuüksi seetõttu, et lihtsam on öelda “klinker” kui näiteks “ekstrudeeritud keraamilised klinkerplaadid”. Tegelikult on see terminite ja kategooriate segu.
Klinkerkeraamilised plaadid on plaadid, mis on toodetud toores põlevkivisavidest (savi on erilise mineraloogilise koostisega) pressimise või ekstrusiooni teel, millele järgneb pikaajaline kõrgel temperatuuril põletamine. Mõnikord nimetatakse klinkrit keraamiline kivi. Klinkerplaate “karastatakse” 40 tundi (tavalisi plaate põletatakse minimaalselt 45 minutit, maksimaalselt 2 tundi). Põletamine toimub temperatuuril 13000C - 13900C (võrdluseks, portselanist kivikeraamikat, mis on üks vastupidavamaid keraamiliste plaatide liike, põletatakse temperatuuril 11
Ekstrusioon klinkerplaate toodetakse spetsiaalse masinaga - ekstruuderiga (ladina keelest ekstruudo - "ma pigistan välja", igapäevaelus on see hakklihamasin või kreemi pihusti) pressides plastist toorsavi läbi vormimisava, mille ristlõige vastab valmistoote konfiguratsioonile. Tooted võivad olla kõige rohkem keeruline kuju(siit ka seos sammudega; seda meetodit kasutatakse kõige sagedamini nende valmistamiseks). Klinkerplaatide tootmistehnoloogia vajutades sarnaneb tavaliste plaatide valmistamise meetodiga ja ei vaja peaaegu täiendavat selgitust.
Mõlemad tehnoloogiad võimaldavad toota suurepärast, vastupidavat materjali, kuid ekstrusiooniga toodetud klinkerplaadid on oma jõudluses paremad kui kõik pressitud plaadid (sh tavalised portselanplaadid), mis seletab nende üha kasvavat populaarsust.
Ekstrusiooniklinkri omadused (eelised ja puudused):
· materjali kõrge tihedus ja sellest tulenevalt selle külmakindlus, mis õigustab kasutamist just meie kliimavööndis.
· Pind klinkri ekstrusioonitooted on kõrge libisemisvastased omadused: sellised plaadid on ohutud - nende peal on raske libiseda.
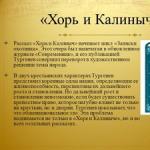
· Tugevus(tugevuse tõttu materjal ise ja arvelt suur paksus valmistoode - kuni 2,5 cm) määrab põrandale paigaldamise eelise võrreldes portselanist kivikeraamikaga piirkondades, kus on tihe liiklus ja rasked töötingimused. Näiteks astmetena - portselanist kivikeraamika astmed on reeglina palju õhemad kui klinker. Loomulikult toodetakse ka paksu portselanist kivikeraamika astmeid, kuid need on laialdaseks kasutamiseks liiga kallid. Klinkri nende omaduste tagakülg on see, et paks ja raske materjal nõuab selle tarnimiseks kasutuskohta suuremaid kulutusi.
· Mitmekesisus disainilahendused tooted ekstrudeeritud klinkrist (uute tehnoloogiate tõttu klinkri pinna töötlemiseks) - igale maitsele. Kui soovite, et astmed näeksid välja nagu terrakota - siin on, kui soovite puidust - palun või võite püstikule panna ka naljaka kujunduse:
https://pandia.ru/text/78/094/images/image002_102.jpg" width="213" height="102 src=">.jpg" align="left" width="166" height="93 ">vaadake ülalolevat fotot! Ja portselanist kivikeraamikast valmistatud astmed on sageli vähem töökindlad mitte ainult väikese paksuse, vaid ka komposiitmaterjali tõttu. See tähendab, et need on kokku liimitud kahest elemendist: tavalisest ristkülikukujulisest plaadist ja ümarast osast, mis näeb välja nagu karniis. Loomulikult toodetakse ka portselanist kivikeraamikast tahke astmeid (sellise astme näide on joonisel), kuid need on palju kallimad kui ekstrudeeritud klinker. Ja – pange tähele: ümar osa  Komposiitaste on valmistatud mitte portselanist kivikeraamikast, vaid klinkrist! Selliseid karniisidega sarnaseid klinker ümardatud elemente toodab näiteks Exagresi tehas ja müüakse eraldi tootena. Otsaelementidega on kaasas metallist sisseehitatud plaadid, mis meie hinnangul võimaldavad saavutada vastupidavama tsemendiliimi aluse, nurgaelemendi ja astme ristkülikukujulise osa kui portselanist kivikeraamikast valmis komposiitastmes, kus plaadid ja ümar osa on lihtsalt kokku liimitud.
Komposiitaste on valmistatud mitte portselanist kivikeraamikast, vaid klinkrist! Selliseid karniisidega sarnaseid klinker ümardatud elemente toodab näiteks Exagresi tehas ja müüakse eraldi tootena. Otsaelementidega on kaasas metallist sisseehitatud plaadid, mis meie hinnangul võimaldavad saavutada vastupidavama tsemendiliimi aluse, nurgaelemendi ja astme ristkülikukujulise osa kui portselanist kivikeraamikast valmis komposiitastmes, kus plaadid ja ümar osa on lihtsalt kokku liimitud.
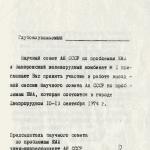
· Ekstrusiooniklinkri teine omadus on plaadi tagaküljel on iseloomulik profiil, kutsus tuvisaba, mis on põhiline parandab haarduvust materjali sideainelahusega ja lõpuks kaetava pinnaga. Pressitud plaatidel sellist profiili pole. Tuvisaba olemasolu võimaldab teil luua ka soojusisolatsiooni fassaadipaneelid, vooderdatud ekstrudeeritud klinkeriga - klinkerplaadid vormitakse seestpoolt vahtpolüstüreeniks, mis polümerisatsiooniprotsessi käigus moodustab plaatidega väga tugeva ühenduse. Näide klinkerplaatidest termopaneelist ja paneelidega viimistletud fassaadist:


Sellest tuleneb ka ekstrudeeritud klinkerplaatide lai valik rakendusi. Seda kasutatakse laialdaselt sise- ja välistöödel, nii elu- kui ka tööstusruumides mis tahes pindade viimistlemiseks. Maakodus laotakse ekstrusioonklinker astmetele, treppidele, treppidele, talvel "külmutatud" ruumidesse (laod, garaažid, terrassid), tööstusruumides kasutatakse seda seinte ja põrandate kaunistamiseks tootmisruumides (klinker on keemiliselt aktiivsetele ainetele vastupidav), asetatakse tiheda liiklusega kohtadesse (poe, restorani, töökoja põrandad jne). Ekstrudeeritud klinkerplaate kasutatakse laialdaselt mis tahes hoonete fassaadide katmiseks (ja isoleerimiseks). Ja ärgem unustagem mainimast ka sellist olulist ja spetsiifilist kasutusvaldkonda nagu basseinid – koos kõigi nende korraliku toimimise tagamiseks vajalike erielementidega, mida on mugav ekstrusioontehnoloogia abil klinkrist valmistada.
Tänapäeval seostatakse klinkerekstrusioonkeraamika müügi kasvu Moskvas ostjate endi mõistmisega selliste plaatide eelistest isegi võrreldes portselanist kivikeraamikaga.
Otsustades osta fassaadi keraamilisi plaate, seisab investor silmitsi küsimusega: millist plaati valida? Dilemma on selles, kas eelistada ainult esteetilisi aspekte või arvestada ka tehnilistega. Turul on kahte peamist tüüpi keraamilisi plaate: ekstrudeeritud Ja vajutatud. Need erinevad nii tootmismeetodi kui ka funktsioonide poolest, millel on otsene mõju kuludele ja kasutusefektiivsusele. Mõned neist on näiteks väiksema tolerantsiga, teised on ebasoodsatele tingimustele vastupidavamad. ilmastikutingimused. Seda infot edastades loodame, et investor saab teha teadlikke otsuseid, võttes arvesse mitte ainult enda eelistusi ja ootusi, vaid ka tehnilisi aspekte, et nautida kaunite ja vastupidavate fassaadide lõpptulemust pikki aastaid. Keraamilisi plaate saab toota kahe tehnoloogia abil:
- Ekstrusioonitehnoloogia. See traditsiooniline tehnoloogia kasutatakse klinkri, telliste ja munakivide tootmisel. Tabletid on valmistatud plastikust niiskusesisaldusega 15%. Osa savist pressitakse tohutu surve all pressist välja ja seejärel lõigatakse üksikuteks toodeteks.
- Kuivpressimise tehnoloogia. 4-5% veesisaldusega pulbrisegu kujul olev liim valatakse vormi ja pressitakse alla. kõrgsurve. See tehnoloogia on sarnane portselanist kivikeraamika ja tsement-liivplaatide tootmisel kasutatavale tehnoloogiale.
Need kaks erinevat tootmisrežiimi võimaldavad toota tooteid, mis on kombineeritud ainult nime poolest – keraamilised plaadid. Siiski on neil erinev sisemine struktuur, füüsikalis-keemilised omadused ning seega ka vastupidavust ja vastupidavust. Need erinevad omaduste poolest, mis määravad ühenduse tugevuse plaatide liim ja muud ühendused, eriti veega. Nende esteetika on samuti väga erinev.
Ühenduse tugevus aluspinnaga
Peamine paigaldusplaat (kuivpressitud) surutakse vastu kuiva klaasi ja sileda pinnaga ilma avatud mikropoorideta. Liim ei suuda tungida sügavale plaadi struktuuri. See muidugi piirab liimilahuse nakkumisvõimet ja tugevat sidet on raske saavutada. Eriti kui plaate kasutatakse õues: mitte ainult talvel pakasega, vaid ka suvel - päike ja suured ööpäevased temperatuurikõikumised võivad viia plaatide eraldumiseni aluspinnast (kandvast seinast).
Pressitud plaatide suurendatud pind
Ekstrudeeritud plaatide puhul on need poorse ja kareda struktuuriga, mis tagab liimi suure kontaktpinna mört. Liim tungib kergesti ja sügavale mikropooridesse avatud süsteem, mis toob kaasa liimitud plaatide erilise tugevuse.

Ekstrudeeritud plaatide suurendatud pind
Veeimavus, külmakindlus
Kuivpressitud plaatidel on madal veeimavus, mistõttu võivad need tunduda stabiilsemad ja vastupidavamad. Tegelikkus on täiesti erinev. Tasub kaaluda kahe materjali sisemist struktuuri, millel on otsene mõju pliidi jõudlusele ja kasutusmugavusele. Kokkupressitud kaootiliste materjaliosakeste struktuuriga plaatide kuiva kokkupressitud korpuse valmistamise tehnoloogias, mille vahel on mikropoorid suletud väga õhukeste kapillaarkanalitega. Selle tulemuseks on madal veeimavus ja ka väga aeglane veevool. Eeldatakse, et sellistesse toodetesse pole vett sattunud. See oletus on aga puhtalt teoreetiline. Kinnise struktuuri ja tihendatud materjali tõttu plaatidesse jäänud vett ei saa eemaldada ja see viib külmaga külmumisel paisumiseni. Järelikult võib see plaate kahjustada. Lisariskid liimitud plaatidelt niiskuse väljapääsemiseks. Kuivpressitud plaatidel puudub võimalus aluspinnast väljapoole vett eemaldada. Vesi siseneb osaliselt plaatidesse ja selle alla jäädes võib nõrgendada sidet aluspinnaga, tugiraamiga.

Vee struktuur ja käitumine pressitud plaatides
Vee struktuur ja käitumine pressitud plaatides
Ekstrusioonitehnoloogia abil saadud plaatide sisemine struktuur on täiesti erinev. ajal tootmisprotsess ekstrusioon, mikrostruktuur ei kahjustata ja säilitab oma loomuliku homogeense iseloomu. Omavahel ühendatud kapillaarkanalite võrgustik võimaldab niiskust kiiresti väljapoole eemaldada, neil on väiksem imamisvõime kui poolkuivpressitud plaatidel, kuid vesi voolab kergesti tagasi keskkond. Mikropoorne struktuur muudab materjali plaatidesse jäänud vee külmumise suhtes vastupidavaks. Lisaks vabanevad ekstrusioontehnoloogia abil valmistatud plaadid tänu oma struktuurile kergesti plaadi ja liimikihi vahele jäävast veest, mis takistab selle kogunemist plaadipiirkonda. Seega on ekstrudeeritud plaatidel aluspinnaga suurem haardumine ja vastavalt sellele on plaatidel väiksem tõenäosus aluselt lahti tulla. Tänu sisemisele struktuurile on väiksem veeimavus, plaadid on vastupidavamad ja vastupidavamad ekstreemsetele ilmastikutingimustele.

Vee struktuur ja käitumine pressitud plaatides
Esteetika
Nagu juba mainitud, on pressitud ja pressitud plaatide esteetika täiesti erinev. Loomulikult ei saa kuidagi öelda, kumb on parem, sest mõlemal grupil on oma toetajad ja vastased. Mõne jaoks sile pind pressitud plaatidel on plastik kunstlik välimus, teiste jaoks - pind on liiga "range". Pressitud tooteid toodetakse vormides, et mudeli struktuur oleks korratav ja nende pind hästi reprodutseeritav. Neid iseloomustab suurem täpsus kui ekstrudeeritud tooteid, neil on väiksemad tolerantsid ja värv. Pind on väga sile, sageli kaetud angoobiga, seetõttu on veniv öelda, et need on kunstlikud, plastist ja ainult suuruselt meenutavad tellist. Pressitud plaatide paksus on 6-7 mm ja seetõttu täidetakse need fuuga (vuugitäiteaine) väike ruum plaadi ja aluse vahele, mis vähendab seina veekindlust. Selliste vuukide struktuur pressitud plaatides on sile ja erinevalt telliskivifassaadi vuukidest.
Pressitud plaatide liimimisel ei saa plaati tugevalt vajutada, et luua edukas simulatsioon telliskivi. Õhuke mört on ka vähem vastupidav ning võib tuule ja õhu imemise tagajärjel praguneda ja mureneda.
Ekstrudeeritud plaadid valmistatakse täpselt samamoodi nagu klinkertellised, samast toorainest ja sama tehnoloogiat kasutades. Nii et pind näeb välja sarnane pinnaga traditsioonilised tooted klinkrist. Need ei ole nii siledad kui pressplaadid, neil on ka suurem külmakindlus. Need on nii täiuslikud, et pärast fassaadi katmist ei oska keegi öelda, kas see oli kaetud plaatide või tellistega. Ekstrusioonitehnoloogia abil toodetud toodete valik - seal on palju looduslikke värve ja pinnastruktuure, nagu klinkertellised. Sageli pakuvad tootjad sama või sarnase värviga plaate ja telliseid, mis on vajalikud seotud elementide, nagu fassaadid, korstnad, aiad ja maastikukujundus. Tänu sellele, et ekstrudeeritud plaate toodetakse paksusega 9-16 mm, saab nendes kasutada sama vuugisegu, mida kasutatakse telliskivivuukide tihendamiseks, mistõttu on nende osakeste suurus ja struktuur identsed müürimörtide pinnaga.
Loodame, et eeltoodud info põhjal suudab investor tehnilisi ja esteetilisi aspekte arvestades teha teadlikke otsuseid ning plaadistada seinad tõrgeteta töökorras.
Tulistamine – lõplik tehnoloogiline toimimine klinkri tootmine. Põletamise käigus tooraine segust teatud keemiline koostis saadakse klinker, mis koosneb neljast peamisest klinkri mineraalist.
Klinkermineraalide koostis sisaldab kõiki toorainesegu algkomponente. Näiteks trikaltsiumsilikaat, peamine klinkrimineraal, moodustub kolmest CaO molekulist, lubjakivi mineraali oksiidist ja ühest SiO2 molekulist, savi mineraali oksiidist. Sarnaselt toodetakse ka ülejäänud kolme klinkri mineraali – dikaltsiumsilikaati, trikaltsium-aluminaati ja tetrakaltsium-aluminoferriiti. Seega peavad klinkri moodustamiseks ühe toorainekomponendi - lubjakivi ja teise komponendi - savi mineraalid omavahel keemiliselt reageerima.
Normaaltingimustes on toorsegu komponendid - lubjakivi, savi jne inertsed, st ei reageeri omavahel. Kuumutamisel muutuvad nad aktiivseks ja hakkavad avaldama vastastikust reaktsioonivõimet. Seda seletatakse asjaoluga, et temperatuuri tõustes muutub tahkete ainete liikuvate molekulide energia nii oluliseks, et molekulide ja aatomite vastastikune vahetus on võimalik nende vahel uue ühendi moodustumisega. Uue aine teket kahe või enama tahke aine reaktsiooni tulemusena nimetatakse tahkefaasi reaktsiooniks.
Samas kiirus keemiline reaktsioon suureneb veelgi, kui osa materjale sulab, moodustades vedela faasi. Seda osalist sulamist nimetatakse paagutamiseks ja materjali nimetatakse paagutamiseks. Portlandtsemendi klinkrit põletatakse kuni paagutamiseni. Paagutamine, st vedela faasi moodustamine, on vajalik kaltsiumoksiidi CaO täielikumaks keemiliseks assimilatsiooniks ränidioksiidi SiO2 abil ja seeläbi trikaltsiumsilikaadi saamiseks.
Klinkri toormaterjalide osaline sulamine algab temperatuuril 1300° C. Trikaltsiumsilikaadi moodustumise reaktsiooni kiirendamiseks tõstetakse klinkri põletustemperatuur 1450° C-ni.
Klinkri tootmiseks kasutatavate paigaldistena saab kasutada erineva konstruktsiooni ja tööpõhimõttega soojusseadmeid. Peamiselt kasutatakse selleks aga pöördahjusid, milles toodetakse ligikaudu 95% klinkrit kogutoodangust, 3,5% klinkrit saadakse šahtahjudes ja ülejäänud 1,5% muude süsteemide soojussõlmedes - paagutusrestid, reaktorid. klinkri põletamiseks suspensioonis või keevkihis. Pöördahjud on nii märg- kui ka kuivklinkri tootmismeetodite peamiseks kütteseadmeks.
Pöördahju põletusaparaat on seest tulekindlate materjalidega vooderdatud trummel. Trummel paigaldatakse nurga all rullitugedele.
Tõstetud otsast siseneb trumlisse vedel muda või graanulid. Trumli pöörlemise tulemusena liigub läga langetatud otsa poole. Kütus juhitakse trumlisse ja põletatakse alandatud otsast. Selle protsessi käigus tekkivad kuumad suitsugaasid liiguvad põletatava materjali poole ja soojendavad seda. Põlenud materjal väljub trumlist klinkri kujul. Pöördahju kütusena kasutatakse söetolmu, kütteõli või maagaasi. Tahke ja vedelkütus söödetakse ahju pihustatud olekus. Kütuse põlemiseks vajalik õhk juhitakse koos kütusega ahju, lisaks antakse see ka ahju külmikust. Külmkapis soojendatakse seda kuuma klinkri kuumusega, samal ajal jahutades viimast. Õhku, mis koos kütusega ahju sisestatakse, nimetatakse primaarseks ja ahju külmikust saadavat õhku nimetatakse sekundaarseks.
Kütuse põlemisel tekkivad kuumad gaasid liiguvad põletatava materjali poole, soojendavad seda ja jahutavad end. Selle tulemusena tõuseb trumlis olevate materjalide temperatuur nende liikumisel kogu aeg ja gaaside temperatuur langeb.
Materjali temperatuurikõvera katkendlikkus näitab, et toorainesegu kuumutamisel toimuvad selles erinevad füüsikalised ja keemilised protsessid, mis mõnel juhul pärsivad kuumenemist (lamedad lõigud), teistel aga soodustavad teravat kuumenemist (järsud lõigud). Nende protsesside olemus on järgmine.
Toorainesete, mille temperatuur on ümbritsev temperatuur, siseneb ahju ja puutub ootamatult kokku jäätmete kõrge temperatuuriga suitsugaasid ja soojeneb. Heitgaaside temperatuur langeb ligikaudu 800-1000-lt 160-250 °C-ni.
Kuumutamisel muda esmalt veeldub ja seejärel pakseneb ning olulise vee kadumisel muutub suurteks tükkideks, mis edasisel kuumutamisel muutuvad teradeks - graanuliteks.
Mudast mehaaniliselt segatud vee aurustumisprotsess (muda kuivatamine) kestab kuni ligikaudu 200 °C temperatuurini, kuna materjali õhukestes poorides ja kapillaarides sisalduv niiskus aurustub aeglaselt.
Mudas toimuvate protsesside olemuse tõttu temperatuuril kuni 200 ° C nimetatakse seda ahju tsooni aurutamistsooniks.
Materjali edasi liikudes satub see kõrgemate temperatuuride piirkonda ja toorainesegus hakkavad toimuma keemilised protsessid: temperatuuril üle 200-300 °C põlevad orgaanilised lisandid läbi ja savimineraalides sisalduv vesi läheb kaduma. Keemiliselt seotud vee kadumine savimineraalide toimel (dehüdratsioon) viib savi sidumisomaduste täieliku kadumiseni ja muda tükid murenevad pulbriks. See protsess kestab kuni temperatuurini ligikaudu 600-700°C.
Põhimõtteliselt nimetatakse protsesse, mis toimuvad temperatuurivahemikus 200–700 ° C, seda ahju tsooni kuumutustsooniks.
Toorainesegu olemasolul sellel temperatuuril tekib kaltsiumoksiid, mistõttu seda ahju tsooni (kuni temperatuurini 1200°) nimetatakse kaltsineerimistsooniks.
Materjali temperatuur selles tsoonis tõuseb suhteliselt aeglaselt. Seda seletatakse sellega, et suitsugaaside soojus kulub peamiselt CaCO3 lagundamiseks: 1 kg CaCO3 lagundamiseks CaO-ks ja CO2-ks on vaja 425 kcal soojust.
Kaltsiumoksiidi ilmumine toorainesegus ja kõrge temperatuuri olemasolu määrab savis leiduvate räni, alumiiniumi ja raua oksiidide keemilise koostoime alguse kaltsiumoksiidiga. See interaktsioon toimub oksiidide vahel tahkes olekus (tahkes faasis).
Tahketes faasides toimuvad reaktsioonid arenevad temperatuurivahemikus 1200-1300 ° C. Need reaktsioonid on eksotermilised, see tähendab, et need toimuvad soojuse vabanemisega, mistõttu seda ahju tsooni nimetatakse eksotermiliseks reaktsioonitsooniks.
Trikaltsiumsilikaadi moodustumine toimub juba ahju järgmises sektsioonis kõrgeimate temperatuuride piirkonnas, mida nimetatakse paagutamistsooniks.
Paagutamistsoonis sulavad kõige enam sulavad mineraalid. Saadud vedelas faasis on 2CaO-Si02 osaliselt lahustunud ja see küllastatakse lubjaga 3CaO-Si02-ks.
Trikaltsiumsilikaadil on oluliselt madalam lahustumisvõime sulatis kui dikaltsiumsilikaadil. Seetõttu muutub sulatis niipea, kui see on tekkinud, selle mineraali suhtes üleküllastunud ja trikaltsiumsilikaat langeb sulatisest välja tillukeste tahkete kristallidena, mis on siis teatud tingimustel võimelised oma suurust suurendama.
2CaO-Si02 lahustumine ja lubja imendumine selle poolt ei toimu koheselt kogu segu massis, vaid selle üksikutes osades. Järelikult on lubja täielikumaks assimilatsiooniks dikaltsiumsilikaadiga vaja materjale teatud aja jooksul hoida paagutamistemperatuuril (1300-1450°C). Mida pikem on see kokkupuude, seda täielikumalt toimub lubja sidumine ja samal ajal seda suuremaks muutuvad 3CaO-Si02 kristallid.
Samas ei ole soovitatav klinkrit pikka aega paagutamistemperatuuril hoida ega aeglaselt jahutada; Portlandtsemendil, milles ZCaO-Si02 on peenkristalliline struktuur, on suurem tugevus.
Klinkri kokkupuute kestus sõltub temperatuurist: mida kõrgem see on paagutamistsoonis, seda kiiremini klinker tekib. Kuid liiga kõrge, ja mis kõige tähtsam, järsu temperatuuri tõusuga tekib kiiresti palju sula ja põletatud segu võib hakata klompi minema. Sel juhul moodustunud suured terad on raskemini kuumutatavad ja C2S-i üleminekuprotsess C3S-ks on häiritud. Selle tulemusena põleb klinker halvasti (see sisaldab vähe trikaltsiumsilikaati).
Klinkri moodustumise protsessi kiirendamiseks, samuti juhtudel, kui on vaja saada suure 3CaO-Si02 sisaldusega klinkrit, kasutatakse teatud aineid (kaltsiumfluoriid CaF2, raudoksiid jne), millel on võime vähendada toorsegu sulamistemperatuuri. Vedela faasi varasem moodustumine nihutab klinkri moodustumise protsessi madalamate temperatuuride piirkonda.
Paagutamisperioodil ei jõua mõnikord kogu segus olev lubi ränidioksiidiga täielikult imenduda; selle assimilatsiooni protsess kulgeb lubja ja 2CaO Si02 segu ammendumise tõttu üha aeglasemalt. Selle tulemusena on kõrge küllastusteguriga klinkrites, mis nõuavad eide ZCaO Si02 lubja maksimaalset assimilatsiooni, alati vaba lubi.
1-2% vaba lubi ei mõjuta portlandtsemendi kvaliteeti, kuid selle suurem sisaldus põhjustab kõvenemisel ebaühtlasi portlandtsemendi mahu muutusi ja on seetõttu vastuvõetamatu.
Paagutamistsooni klinker siseneb jahutustsooni (VI), kus külma õhuvoolud liiguvad klinkri suunas.
Klinker väljub jahutustsoonist temperatuuril 1000-1100 ° C ja lõplikuks jahutamiseks saadetakse see ahju külmikusse.
Klinkerplaatidega vooderdus - tuntud meetod parandada kaminat või ahju. Sellel plaadil on palju tekstuure, värve, toone. Eriti populaarsed on plaadid, mis imiteerivad tellist. Ta on teistsugune suur jõud ja kasutusiga.
Mitte igat tüüpi klinkerplaadid ei sobi kaminale. Konkreetse materjali valimisel peate arvestama mitmete nüanssidega.
Mida klinkri valimisel arvesse võtta?
Peamine tegur, millele enamik inimesi tähelepanu pöörab, on välimus. Professionaalsest vaatenurgast pole see tegur peamine. Kõigepealt peate vaatama laienduskoefitsienti. Selleks, et plaadid püsiksid paigal aastakümneid, peavad need kuumutamisel laienema, nagu kamina seinad.
Valmistamismeetod
Klinkri paisumistegur sõltub otseselt tootmismeetodist. Seega on fassaadikattes kasutatavad klassikalised plaadid erinevad kõrge tihedusega ja veekindlus. Need omadused muudavad selle ideaalseks kasutamiseks külma ilmaga, kuid takistavad kuumutamisel paisumist.
Tihedad klinkerplaadid valmistatakse ekstrusioonimeetodil. Esiteks läbib savisegu spetsiaalsed vormimisdüüsid, mille järel saadud pooltooted kuivatatakse ja küpsetatakse kõrgel temperatuuril.
Teine plaatide valmistamise meetod on poolkuiv vormimine. Savipasta pressitakse spetsiaalsetesse vormidesse ja seejärel küpsetatakse kõrgel temperatuuril. Kuivatamine kl seda meetodit välistatud. Saadud plaat on poorsem ja vähem külmakindlusega. Seda ei soovitata kasutada fassaadidel, kuid sobib ideaalselt dekoratiivne viimistlus kaminad. Selle plaadi laiendustegur on sarnane tellisele.
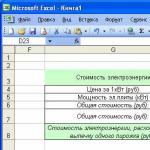
Ekstrudeeritud ja vormitud klinkri tagakülg erineb reljeefi poolest. Vormitud klinkerplaatidele kantakse reljeefne võrk. Ekstrudeeritud klinkril on väikesed pikisuunalised sooned kergesti nähtavad.
Kaminate klinkerplaatide näide on.
Millist klinkrit peaksin kasutama ahjude ja kaminate viimistlemiseks?
Paljud Euroopa tehased toodavad eranditult ekstrusiooniklinkrit. Mõnes tehases toodetakse vormimisklinkrit käsitsi. Selle tootmisel kasutatakse standardset poolkuivat vormimist, mille tõttu see omandab kuumakindlad omadused. Tänu käsitsi vormimisele omandab iga plaat oma ainulaadse välimuse ja reljeefi.
Klinkerplaate kasutatakse eranditult välisviimistluseks. Kui on vaja kamina sisemust töödelda, sobivad selleks šamotttellised või muu tulekindel materjal.
Kui kamin vajab kvaliteetset soojusisolatsiooni ja soojust seinu läbi ei lähe, võib dekoratiivviimistluseks kasutada mis tahes klinkerplaate.
Klinkerviimistluse omadused
Klinkerplaatidega vooderdatud kamin soojeneb vähem ja jahtumine võtab kauem aega. See on tingitud materjali omadustest: madal soojusjuhtivus ei lase soojusel välja pääseda, kõrge soojusmahtuvus ei lase plaadil pärast kamina kustumist maha jahtuda.
See funktsioon on oluline kamina regulaarsel kasutamisel. Kui seda kasutatakse dekoratiivsetel eesmärkidel, pole see omadus kriitiline.
Võta meiega ühendust
Meie pakume erinevat tüüpi klinkerplaadid kaminate ja ahjude katteks. Üksikasjalikku nõu saate meie spetsialistidelt tehnilised kirjeldused materjalist. Konsultatsiooni saamiseks jätke meile lihtsalt oma telefoninumber ja nad helistavad teile peagi tagasi.